Una evolución integral de la protección anticorrosión y el cumplimiento ambiental. Aprenda a distinguir la «Verdadera Protección» del «Brillo Superficial».
Respuesta rápida: Para proteger un semirremolque contra corrosión real de ruta, no basta con pintura superficial. Esta guía compara preparación de superficie, cataforesis/KTL, recubrimiento en polvo, control de espesores y mantenimiento para ayudar a flotas latinoamericanas a especificar una protección anticorrosiva durable antes de comprar.
El sistema anticorrosión óptimo para semirremolques de alta gama combina la Electrodeposición Catódica (Cataforesis / KTL) para el chasis, garantizando una prevención de óxido de 360° en las cavidades internas, y Pintura en Polvo Electrostática o Pintura Líquida Horneada para la carrocería, ofreciendo resistencia a los rayos UV y cumplimiento ambiental (Cero COV). Un sistema de cataforesis científico puede extender la vida útil de un remolque a más de 15 años en entornos hostiles.
📖 Índice Técnico (Tabla de Contenidos)
Base técnica y alcance
En qué se basa esta guía
Esta guía combina la experiencia de producción de Kales con referencias reconocidas de protección anticorrosiva. La lógica sigue el flujo real de un semirremolque: limpieza del acero, granallado Sa 2.5, imprimación por cataforesis KTL cuando se necesita inmersión completa, y pintura en polvo o pintura líquida horneada en las piezas expuestas. Sirve para comparar cotizaciones de fábrica, no para sustituir una especificación técnica de proyecto.
La base técnica es coherente con ISO 12944 para sistemas de pintura anticorrosiva, los grados visuales de preparación ISO 8501-1, la práctica AMPP/SSPC de limpieza por granallado casi blanco, y guías industriales de fabricantes de recubrimientos como PPG sobre electrocoat y powder coating. En rutas costeras, mineras, húmedas o con carga agresiva, el comprador debe definir en contrato clase de corrosividad, vida útil objetivo, grado de preparación, rango de película seca y procedimiento de retoque.
- Compare: brochado manual, pintura líquida, KTL/cataforesis, pintura horneada y pintura en polvo electrostática.
- Pida evidencia: grado de granallado, pretratamiento, curva de horno, inspección DFT, prueba de adherencia y reporte anticorrosivo cuando aplique.
- No compre solo por brillo: una superficie brillante puede fallar si el perfil del acero, la imprimación o el curado son incorrectos.
I. Introducción: Es más que solo «Apariencia»
Muchas personas creen que pintar un tráiler o semirremolque es simplemente cuestión de rociar un par de capas de acabado para que luzca bien.
Pero en realidad, el sistema anticorrosión de un semirremolque moderno ha evolucionado desde el primitivo brochado manual hasta procesos industriales sofisticados como la Electrodeposición Catódica (Cataforesis / E-coat) + Capa Intermedia + Pintura Líquida Horneada o la Pintura en Polvo Electrostática. Un sistema de pintura diseñado científicamente permite que un chasis de acero de alta resistencia opere de manera segura durante 15 años bajo severas condiciones de niebla salina, químicos descongelantes y lodo. Por el contrario, un recubrimiento de baja calidad puede provocar perforaciones estructurales por óxido en tan solo 3 años.
En el contexto de los objetivos globales de «Neutralidad de Carbono» y regulaciones ambientales más estrictas, la pintura ya no es solo una característica estética. Es la línea base de la seguridad, una responsabilidad ambiental y una variable central en el Costo Total de Propiedad (TCO) de su flota.
II. Comparación de los 5 Sistemas de Recubrimiento Principales
| Tipo de Proceso | Principio Técnico | Emisiones COV | Aprovechamiento | Aplicación Típica |
|---|---|---|---|---|
| Brochado Manual | Pintura alquídica aplicada a mano | Altas | <30% | Pequeños talleres, reparaciones |
| Pulverización Líquida Estándar | Pistola de aire (Epoxi/Poliuretano) | Med / Altas | 40–60% | Vigas de chasis estándar |
| Cataforesis (KTL / E-coat) | Deposición eléctrica en tanque | Muy Bajas | >95% | Chasis completo (incluye cavidades) |
| Pintura Líquida al Horno | Acabado curado a alta temperatura | Medias | 50–70% | Acabado premium, Cabinas |
| Pintura en Polvo (Powder Coating) | Adhesión electrostática + Fusión | Cero COV | >98% | Carrocerías, Guardabarros, Cajas |
✅ Tendencias de la Industria 2026:
- Chasis: La Cataforesis (KTL) se ha convertido en la solución estándar principal para remolques de alta gama.
- Carrocería / Accesorios: La pintura en polvo está reemplazando rápidamente a la pintura líquida, equilibrando el cumplimiento ambiental con la máxima resistencia a impactos.
III. Análisis Profundo: Cataforesis, Pintura Horneada y Pintura en Polvo
(A) Electrodeposición Catódica (Cataforesis / KTL)
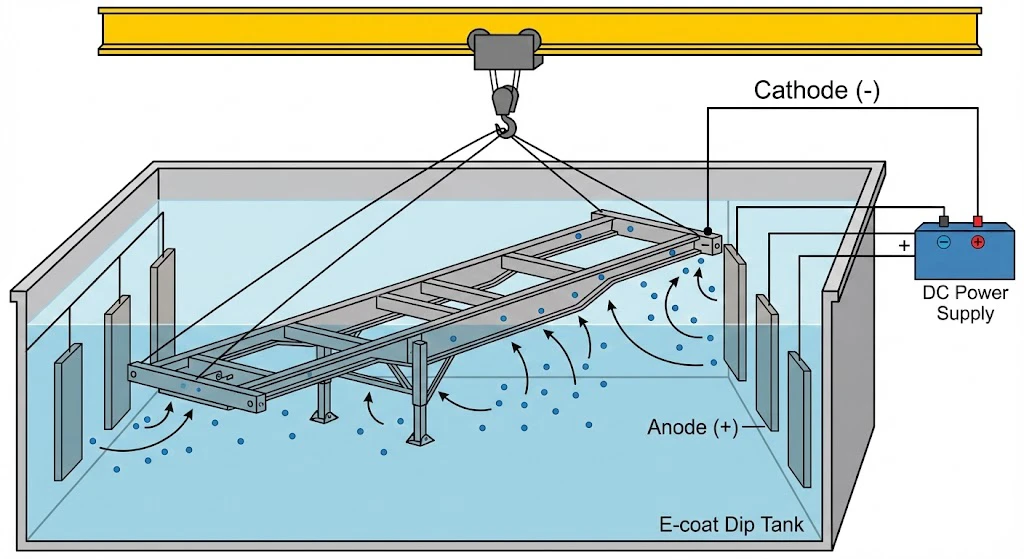
Fig 1: El mecanismo de Cataforesis (Electrodeposición) asegurando una cobertura total de 360°.
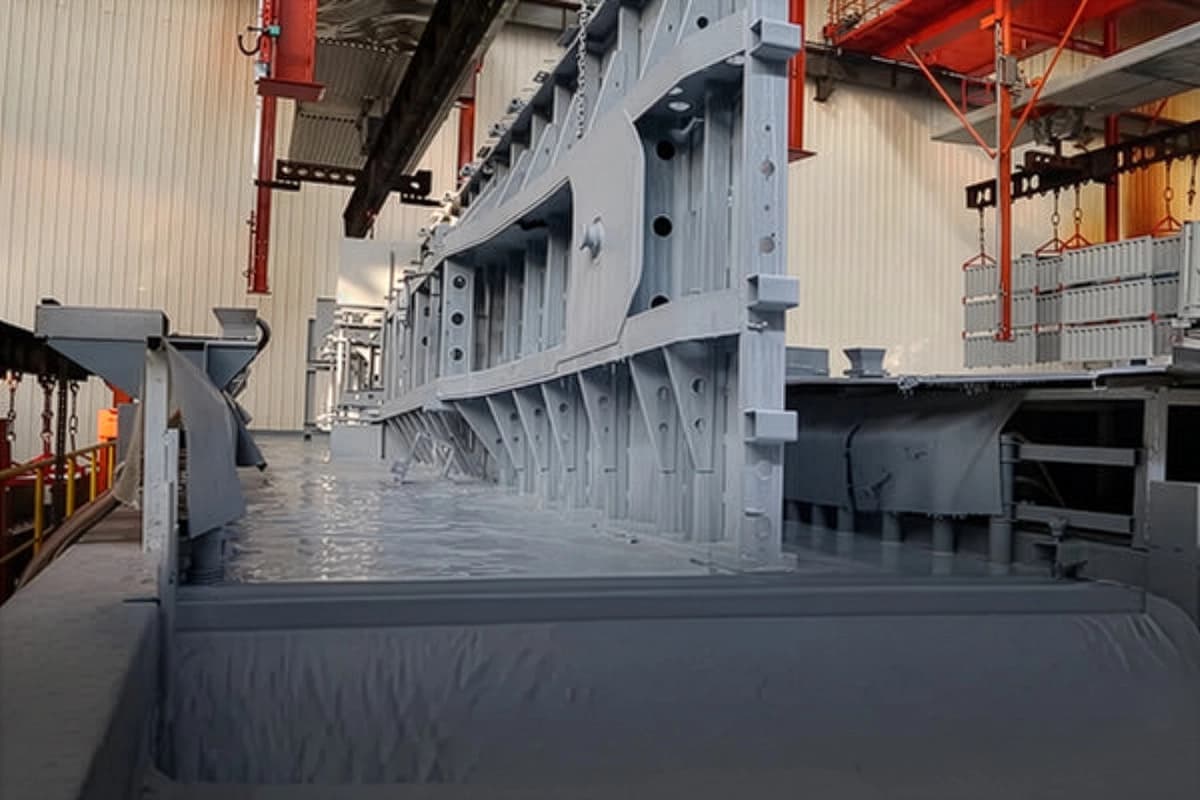
 Inmersión total por Cataforesis alcanzando todas las cavidades internas en las instalaciones de Kales.
Inmersión total por Cataforesis alcanzando todas las cavidades internas en las instalaciones de Kales.- Principio: Todo el chasis se sumerge en un tanque electrificado. Las partículas de pintura se depositan uniformemente sobre la superficie metálica, llegando a cavidades internas y costuras de soldadura que las pistolas de pulverización jamás podrían alcanzar.
- Ventaja: Cobertura de 360°, Adherencia Grado 0 (GB/T 9286), Resistencia a la Niebla Salina ≥1000 horas sin óxido rojo.
- ⚠️ Limitaciones:
- Requiere una altísima inversión inicial; estrictamente para metales conductores.
- Baja Resistencia a los UV: La cataforesis (resina epoxi) se tiza o decolora cuando se expone a la luz solar. Debe cubrirse con una capa de acabado resistente a los UV para su uso en exteriores.
(B) Pintura Líquida Horneada (Curada a Alta Temperatura)
- Principio: Las resinas de poliuretano o acrílicas se curan en hornos de cocción a 120–140℃, creando una estructura reticulada densa.
- Ventaja: Alto brillo, excelente retención de color (sin decoloración por 5 años), Dureza al Lápiz ≥H, resistente a rayones menores.
- Ideal Para: Remolques de exportación de alta gama, unidades frigoríficas (furgones refrigerados) y exteriores de cajas de aluminio.
(C) Pintura en Polvo Electrostática (Powder Coating)
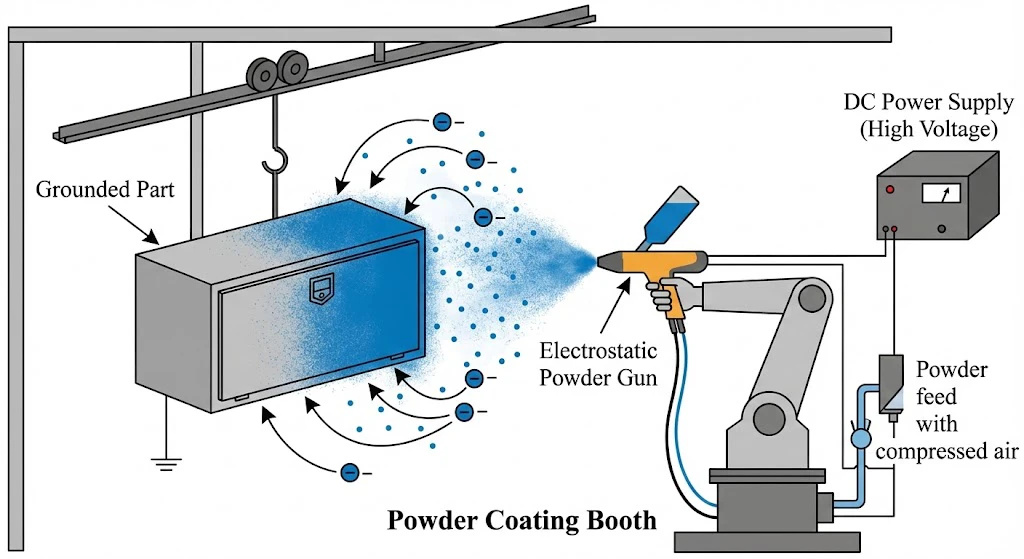
Fig 2: Principios del mecanismo de pintura en polvo electrostática.

Piezas del remolque plano Kales recibiendo pintura en polvo después de la cataforesis para una protección de superficie ultraduradera.
- Principio: El polvo con carga negativa se rocía sobre una pieza conectada a tierra, luego se funde y se cura a 180–200℃.
- Ventajas Principales:
- Cero COV: Cumple con las estrictas leyes ambientales nacionales e internacionales.
- Alta Eficiencia: Utilización >98% (el exceso de pulverización se recicla).
- Recubrimiento Denso: Aplicación en una sola pasada, sin escurrimientos ni poros causados por la evaporación de solventes.
- Resistencia Mecánica: Resistencia al impacto ≥50 kg·cm, excelente resistencia al impacto de piedras o gravilla en la carretera.
- ⚠️ Control de Espesor: El espesor óptimo es de 60–100μm.Nota: Un espesor excesivo (>120μm) hace que el recubrimiento sea frágil, propenso a agrietarse por impactos y causa un severo efecto de «piel de naranja».
- Tipos de Resina:
- Epoxi: Fuerte adherencia pero pobre resistencia a los UV (Solo piezas internas).
- Poliéster (TGIC/HAA): Excelente resistencia a la intemperie, ideal para piezas visibles en exteriores (Barandas, guardabarros, cajas de herramientas).
IV. Estándares de Construcción y Criterios de Aceptación
(A) Preparación de Superficie: La Base de Todo (70% de la Calidad)
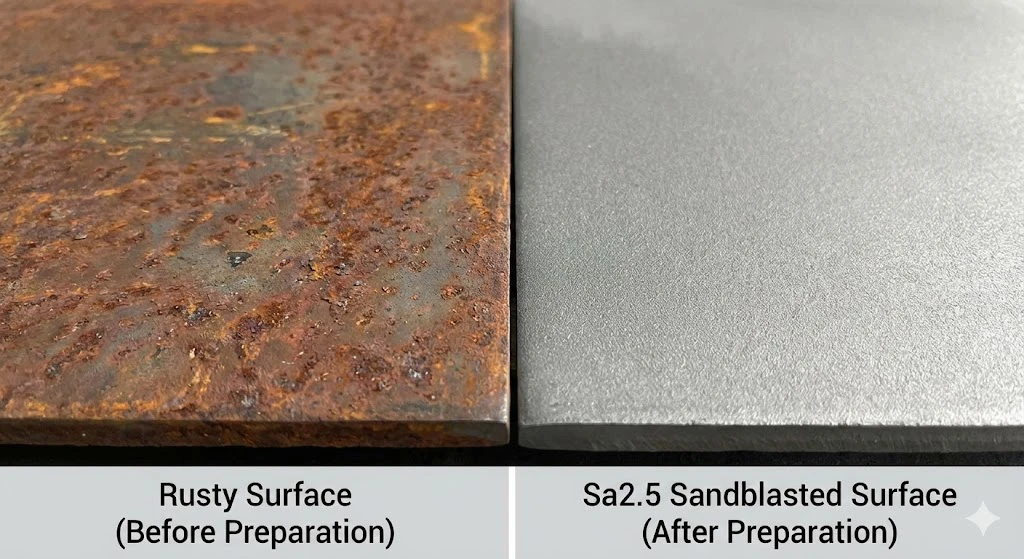
Fig 3: Superficie oxidada vs. Superficie granallada (sandblasting) Sa2.5 (El Estándar de Kales).
- Brochado Manual: St2 (Eliminación visual de óxido suelto con cepillo) → No Recomendado para uso industrial.
- Pulverización Estándar / Polvo: Granallado (Sandblasting) Sa2.5 (GB/T 8923.1). La superficie debe presentar un brillo metálico uniforme con una rugosidad de Rz=40–70μm (vital para aumentar los puntos de anclaje de la pintura).
- Cataforesis: Desengrase → Fosfatado → Enjuague con agua pura en múltiples etapas (Limpieza ISO 8502-9 Clase 2).
- Piezas de Aluminio: Deben someterse a una conversión libre de cromo (ej. Zirconio/Silano) o un cromatizado conforme a las normas. El simple lavado con ácido o el fosfatado estándar para acero está estrictamente prohibido en el aluminio.
(B) Estándares de Espesor (Ref. QC/T 934-2013)
| Proceso | Imprimación (Fondo) | Capa Intermedia | Acabado Final | Espesor de Película Seca (DFT) |
|---|---|---|---|---|
| Pulverización Estándar | Epoxi Rico en Zinc (60μm) | Epoxi Hierro Micáceo (60μm) | Poliuretano (50μm) | ≥170μm |
| Cataforesis + Horneado | Cataforesis (20-25μm) | Epoxi (40-60μm) | Horneada (40-50μm) | ≥110μm |
| Pintura en Polvo | — | — | Poliéster (60–100μm) | Capa Única |
💡 Concepto Clave: ¿Por qué la Pintura en Polvo o Cataforesis «más delgada» es superior?
La calidad anticorrosiva no se trata solo del grosor, sino de la densidad y el grado de reticulación. El polvo curado a alta temperatura o la cataforesis forman una red molecular con una densidad de reticulación muy superior a la de la pintura líquida secada al aire, bloqueando eficazmente la penetración de agua y oxígeno al metal, incluso con espesores menores.
V. 7 Riesgos Principales de Fallas en la Pintura (Análisis Profundo)
🔴 Riesgo 1: Mala Preparación de Superficie = Pérdida de Adherencia
Mecanismo: El 70% de la adherencia depende del estado de la superficie del acero. Aceite, escamas de laminación o rugosidad insuficiente impiden el anclaje físico.
Síntomas: Formación de ampollas, descamación en láminas (especialmente cerca de las soldaduras); Falla en la prueba de corte transversal (≥ Grado 2); Óxido rojo en las primeras 48h de niebla salina.
Prevención: Exigir Granallado (Sandblasting) Sa2.5 obligatorio; Usar guantes blancos para verificar la limpieza antes de pintar.
🔴 Riesgo 2: Imprimación Incorrecta = Sin Protección Electroquímica
Mecanismo: Las imprimaciones ricas en zinc protegen el acero de forma sacrificial. Si el contenido de zinc es bajo (<60%) o el fabricante usa una imprimación barata de óxido de hierro rojo, se pierde la protección catódica.
Datos: Un imprimante verdaderamente rico en zinc (≥80%) resiste la niebla salina >500h; El falso «rico en zinc» (<40%) se oxida en 72h.
Prevención: El contrato de compra debe indicar explícitamente «Contenido de Zinc de Película Seca ≥80%» y exigir informes de laboratorio.
🔴 Riesgo 3: Curado (Horneado) Inadecuado
Síntomas: La pintura horneada pierde brillo en 6 meses; La pintura en polvo se agrieta y salta con facilidad (sobre-curado) o se pela (sub-curado); La cataforesis se oxida temprano debido a un horneado desigual.
Prevención: Las fábricas de calidad deben usar Rastreadores de Temperatura de Horno (Data Loggers) para verificar la curva de curado de cada lote.
🔴 Riesgo 4: Sistema de Recubrimiento Incompatible
- Error Típico A: Base de Cataforesis + Acabado final aplicado sin lijado o sin capa intermedia. Resultado: La capa superior se desprende fácilmente de la cataforesis resbaladiza.
- Error Típico B: Aluminio + Imprimación rica en zinc. Resultado: ¡Error Fatal! El zinc no puede proteger al aluminio; en su lugar, causa una reacción de saponificación química, provocando un desprendimiento total de la pintura en sábanas.
Solución: Usar imprimación Epoxi especializada o polvo de Poliéster directo para aluminio.
🔴 Riesgo 5: «Zonas Muertas» de Diseño Estructural
Problema: Vigas cerradas del chasis sin orificios de drenaje (acumulan agua de lluvia); Espacios microscópicos entre travesaños (acción capilar de la humedad).
Prevención: Perforar orificios de drenaje de Φ8–10mm en el punto más bajo de las vigas cerradas; La cataforesis por inmersión resuelve los problemas dentro de estas cavidades.
🔴 Riesgo 6: Entornos de Trabajo Severos
Problema: Regiones con nevadas (uso de sal y químicos en carreteras), Zonas Costeras (alta humedad y niebla salina), Minería (polvo ácido y rocas).
Recomendación: Cataforesis Obligatoria para el chasis + Alto Espesor total (≥160μm). Lavado regular a presión moderada.
🔴 Riesgo 7: Uso y Mantenimiento Incorrectos
Error: Usar hidrolavadoras de presión extrema rociando agua a 1 cm directamente sobre las costuras de soldadura. Ignorar rayones profundos hechos por montacargas.
Práctica Correcta:
- Use agua a presión moderada y detergentes neutros (pH 6-8). Evite ácidos o álcalis fuertes (muy comunes en lavaderos informales de camiones) que destruyen la estructura reticulada de la pintura.
- Crucial: Los rasguños profundos que exponen el metal deben repararse localmente de inmediato con pintura de retoque en spray rica en zinc (Zinc frío) para evitar que el óxido avance por debajo de la pintura sana.
VI. Recomendaciones Específicas por Material
| Material del Semirremolque | Proceso de Pintura Recomendado | TABÚ (Lo que NUNCA debe aceptar) |
|---|---|---|
| Acero al Carbono (Q355/Q700) | Cataforesis + Pintura Horneada (Chasis) Pintura en Polvo (Piezas Externas) |
Evitar el lavado con ácido o decapado químico como sustituto barato del granallado. |
| Aleación de Aluminio | Preparación Libre de Cromo + Polvo de Poliéster O Zirconio + Pintura Especializada |
Estrictamente PROHIBIDAS las bases ricas en zinc. Cataforesis directa (el aluminio requiere un voltaje/proceso muy distinto al acero). |
| Acero Inoxidable | Generalmente se deja sin pintar, pulido. Si exige color: Promotor de adherencia (Wash Primer) + Acabado. |
Evitar el lijado abrasivo grueso que destruye la película pasiva natural del inox. |
VII. Vida Útil y Análisis de ROI (Datos Reales de Flotas)
| Sistema Anticorrosión | Estado a los 5 Años | Estado a los 10 Años | Vida Útil Est. |
|---|---|---|---|
| Pintura Alquídica Manual | Óxido Severo en todo el chasis | Pérdida Estructural >30% (Peligro) | ≤6 Años |
| Pulverización Estándar | Óxido superficial local y en cantos | Corrosión visible en soldaduras | 10–12 Años |
| Cataforesis (KTL) + Horneado | Casi Sin Óxido, aspecto íntegro | Ligero envejecimiento solar del acabado | 15–18 Años |
| Pintura en Polvo (Polyester) | Sin Decoloración ni descamación | Estructura Intacta | 12–15 Años |
En 2018, una gran flota minera en América del Sur compró 50 semirremolques equipados con el sistema de chasis por cataforesis de Kales. Después de 5 años de operación continua en un entorno de polvo mineral altamente abrasivo y ácido, la tasa de óxido estructural fue inferior al 2%. Esto le ahorró a la empresa de logística aproximadamente $45,000 USD al evitar los costos de paralización, sandblasting secundario y repintado de la flota completa.El sistema premium de Cataforesis + Pintura Horneada puede tener un sobrecosto de $1,200 a $1,800 USD por remolque durante la compra inicial frente a la pintura estándar, pero extiende la vida útil en más de 5 años y aumenta drásticamente el valor de reventa en el mercado de usados.
Nota para flotas de América Latina
En puertos, rutas andinas, zonas mineras, caminos de ripio y regiones húmedas de América Latina, la corrosión suele empezar en soldaduras, soportes de patas, travesaños, defensa trasera, soportes de guardabarros y parte inferior de las vigas. Esas zonas reciben impactos, barro y agua retenida; por eso deben revisarse antes que las superficies visibles.
Si el semirremolque operará cerca de puertos, minas, fertilizantes, lodo húmedo o carga abrasiva, defina el sistema anticorrosivo antes de cerrar precio. Una cotización más baja puede haber eliminado tiempo de granallado, calidad de imprimación o protección de cavidades internas.
VIII. Guía del Comprador: «Cuatro Revisiones, Una Pregunta»
- Inspeccione las Cavidades Internas: Mire dentro del cuello de cisne o las vigas. ¿Es de un color gris o negro liso y uniforme? (Esa es la firma de la cataforesis; las pistolas de aire jamás alcanzan esas zonas oscuras).
- Examine los Bordes y Esquinas: ¿La pintura envuelve los bordes afilados y se siente gruesa al tacto? (Gran señal de Pintura en Polvo).
- Prueba de Dureza Rápida: En una zona no visible, raspe ligeramente con una llave. ¿La pintura resiste sin dejar marca? = Curado en Horno o Polvo. ¿Deja un surco blanco profundo y polvoriento? = Es pintura barata secada al aire.
- Revise debajo de las Soldaduras: La pintura manual a menudo deja «zonas de sombra» sin cubrir debajo de cordones gruesos. El óxido siempre empezará allí.
- HAGA LA PREGUNTA DIRECTA A SU FABRICANTE:
- «¿El chasis de este remolque recibe cataforesis por inmersión total en piscina?»
- «Si lleva componentes de aluminio, ¿su pretratamiento es libre de cromo y omite el zinc?»
- «¿Tienen control digital para asegurar que el espesor del polvo no exceda los 100μm para evitar roturas?»
Conclusión: La Pintura es la «Marca Invisible» de la Calidad
Hoy en día, la pintura de los vehículos pesados ha ido mucho más allá del color o la estética. La Cataforesis (KTL) protege la línea vital de seguridad del chasis, la Pintura Horneada ofrece una textura de alta gama que proyecta la imagen de su empresa, y la Pintura en Polvo brinda la máxima resistencia a impactos en carretera.
Elegir la pintura anticorrosiva correcta no se trata de exigir siempre la opción «más cara», sino de adaptar el sistema a la realidad de sus rutas. Un furgón logístico que solo recorre autopistas pavimentadas requiere una estrategia química muy diferente a la de un remolque volquete que transporta minerales pesados fuera de carretera.
En Kales Vehicle, nos adherimos a una filosofía de ingeniería enfocada en el cliente:
- ✅ Cero Actualizaciones Ciegas: Controlamos rigurosamente el espesor del polvo para evitar que su pintura se vuelva frágil como el cristal.
- ✅ Protección Basada en la Ciencia: Evitamos errores de fábrica comunes, como aplicar imprimación de zinc sobre paneles de aluminio.
- ✅ Transparencia Documentada: Desde la selección de granalla de acero hasta los reportes finales de espesor digital, usted recibe lo que paga.
«Analice la calidad de la pintura antes de firmar la compra de su flota. Un sistema de pintura profesional se paga solo.»
Con la misma calidad de acero estructural, un sistema anticorrosión científico — Chasis con Cataforesis, Accesorios en Polvo, Granallado Sa2.5 — es la verdadera diferencia que define a un semirremolque premium mundial.
Puerta de aceptación: superficie, DFT, bordes y reparación se revisan juntos
La pintura de un semirremolque no se acepta por brillo. El comprador debe revisar cuatro pruebas: preparación de superficie antes del primer, espesor de película seca (DFT), cobertura de bordes y soldaduras, y método de reparación para daños de transporte. Esto es clave en América Latina, porque la corrosión suele iniciar en soportes, cordones de soldadura, parte inferior de vigas, orificios de pernos, patas de apoyo y zonas golpeadas por grava, lodo o salinidad.
La lógica de inspección puede apoyarse en normas públicas. ISO 8501-1 define grados visuales de limpieza en preparación de acero, ISO 12944-1 estructura la protección anticorrosiva de acero por sistemas de pintura, e ISO 2808 trata la medición del espesor de película. Estas referencias no sustituyen la especificación del proveedor ni la homologación local, pero dan a compras un lenguaje claro de aceptación.
Documentos a solicitar
- Reporte o fotos de preparación antes del primer.
- Ficha del sistema: primer, KTL, polvo o acabado líquido.
- Lecturas DFT en vigas, travesaños, soportes y zonas retocadas.
- Curva de horno o registro de curado para polvo o pintura horneada.
Bloquear aceptación si aparece
- No hay prueba de granallado Sa 2.5 o limpieza equivalente.
- DFT bajo en bordes, soldaduras, soportes o parte inferior de vigas.
- KTL expuesto al exterior sin acabado resistente a rayos UV.
- Retoque aplicado sobre polvo, aceite, óxido o rayones de transporte.
Para rutas mineras, puertos, zonas cañeras, corredores andinos y climas costeros, el sistema anticorrosivo debe elegirse por modo de falla. El lodo y la grava exigen cobertura de bordes y retoque disciplinado; la salinidad pide una categoría anticorrosiva más robusta; y las flotas de minería necesitan inspección fácil en cada mantenimiento. Una puerta de aceptación documentada permite comparar proveedores por evidencia, no por una superficie brillante.
Apéndice: Guía de Selección de Pintura 2026 (Ingeniería Kales)
| Necesidad Operativa del Cliente | Solución Química Recomendada | Ventaja Competitiva Kales |
|---|---|---|
| Logística Económica y Puertos (Distancias cortas) | Granallado Sa2.5 + Base Epoxi Rica en Zinc + Poliuretano (DFT≥160μm) | Rechazamos los lavados ácidos baratos. Anclaje mecánico real sobre el acero. |
| Carga Pesada / Cadena de Frío / Climas Severos | Chasis Completo con Cataforesis + Capa Intermedia + Horneado | Protección interna de las vigas vitales. Informes de inspección a disposición del cliente. |
| Prioridad Ambiental o Exportación a Europa/USA | Chasis con Cataforesis + Pintura en Polvo en Carrocería | Proceso libre de solventes y Cero COV. Cumple exigentes certificaciones globales. |
| Cisternas o Furgones con Componentes de Aluminio | Preparación Libre de Cromo + Pintura en Polvo de Poliéster | Fórmulas químicas aisladas para evitar la peligrosa corrosión galvánica entre metales. |
No Deje que el Óxido Devore la Rentabilidad de su Flota
Cuéntenos sobre el tipo de carga y las rutas extremas que enfrenta su empresa de transporte. Los ingenieros de Kales personalizarán el sistema anticorrosión más robusto y le proporcionaremos una cotización precisa en menos de 2 horas.
* Consulta y asesoría técnica sin costo. Precio directo de fábrica. Cero intermediarios.
¿Necesita aplicar esta guía a su flota?
Comparta con Kales el tipo de semirremolque, carga útil, rutas, clima de operación y fotos del equipo. Nuestro equipo puede revisar los puntos clave de esta guía y recomendar una configuración práctica para operaciones en Latinoamérica.
- Envíe fotos del tractocamión, semirremolque o componente actual
- Indique carga útil, rutas, pendientes, clima y frecuencia de trabajo
- Reciba una recomendación de configuración o mantenimiento en 24 horas hábiles
Email: jennylee@kalestruck.com | WhatsApp: +86 131 5638 8843 | Solicitar cotización


