Une évolution complète de la protection anticorrosion et de la conformité environnementale. Apprenez à distinguer la « Vraie Protection » de la « Brillance Superficielle ».
Le système anticorrosion optimal pour les semi-remorques haut de gamme combine la Cataphorèse (E-coat / KTL) pour le châssis, garantissant une prévention de la rouille à 360° dans les cavités internes, et le Thermolaquage Électrostatique (Poudre) ou la Peinture Liquide Cuite au Four pour la carrosserie supérieure, offrant une résistance aux UV et une conformité environnementale sans COV. Un système de cataphorèse scientifique peut prolonger la durée de vie d’une remorque à plus de 15 ans dans les environnements difficiles.
📖 Index Technique (Table des Matières)
Base technique et périmètre
Sur quoi s’appuie ce guide
Ce guide combine l’expérience de production Kales avec des références reconnues en protection anticorrosion. La logique suit le flux réel d’une semi-remorque : nettoyage de l’acier, grenaillage Sa 2.5, primaire par cataphorèse KTL lorsque l’immersion complète est nécessaire, puis thermolaquage ou peinture liquide cuite sur les zones exposées. Il aide les importateurs à comparer des offres d’usine, sans remplacer un cahier des charges projet par projet.
Les repères techniques sont cohérents avec l’approche ISO 12944 pour les systèmes de peinture anticorrosion, les degrés visuels de préparation ISO 8501-1, la pratique AMPP/SSPC de grenaillage quasi blanc, et les guides industriels de fabricants de revêtements comme PPG pour l’électrodéposition et la peinture poudre. Pour une flotte en zone côtière, minière, humide ou poussiéreuse, il faut préciser dans le contrat la classe de corrosivité visée, la durée de service attendue, le degré de préparation, l’épaisseur de film sec et la méthode de retouche.
- À comparer : brossage manuel, pulvérisation liquide, KTL/cataphorèse, peinture cuite et thermolaquage.
- À demander au fournisseur : grade de grenaillage, prétraitement, courbe de cuisson, contrôle DFT, test d’adhérence et rapport anticorrosion si le projet l’exige.
- À ne pas faire : juger seulement la brillance. Une peinture brillante peut échouer si le profil d’ancrage, le primaire ou la cuisson sont mauvais.
I. Introduction : C’est plus que de la simple « Apparence »
Beaucoup de gens croient que peindre une semi-remorque consiste simplement à pulvériser quelques couches de finition pour la rendre jolie.
Mais en réalité, le système anticorrosion d’une semi-remorque moderne a évolué du brossage manuel primitif à des processus industriels sophistiqués comme la Cataphorèse (E-coat) + Couche Intermédiaire + Peinture Liquide Cuite ou le Thermolaquage Électrostatique. Un système de peinture conçu scientifiquement permet à un châssis en acier haute résistance de fonctionner en toute sécurité pendant 15 ans dans des conditions sévères de brouillard salin, de produits chimiques de déneigement et de boue. Au contraire, un revêtement de mauvaise qualité peut entraîner des perforations structurelles par la rouille en seulement 3 ans.
Dans le contexte des objectifs mondiaux de « Neutralité Carbone » et de réglementations environnementales plus strictes, la peinture n’est plus seulement une caractéristique esthétique. C’est la ligne de base de la sécurité, une responsabilité environnementale et une variable centrale du Coût Total de Possession (TCO) de votre flotte.
II. Comparaison des 5 Systèmes de Revêtement Principaux
| Type de Procédé | Principe Technique | Émissions de COV | Taux d’Utilisation | Application Typique |
|---|---|---|---|---|
| Brossage Manuel | Peinture alkyde appliquée à la main | Élevées | <30% | Petits ateliers, réparations |
| Pulvérisation Liquide Classique | Pistolet à air (Époxy/PU) | Moy/Élevées | 40–60% | Longerons de châssis standard |
| Cataphorèse (KTL / E-coat) | Déposition électrique en bain | Très Basses | >95% | Châssis complet (corps creux inclus) |
| Peinture Liquide Cuite | Finition cuite au four à haute temp. | Moyennes | 50–70% | Finition premium, Cabines |
| Thermolaquage (Poudre) | Adhésion électrostatique + Fusion | Zéro COV | >98% | Carrosseries, Garde-boue, Coffres |
✅ Tendances de l’Industrie 2026 :
- Châssis : La Cataphorèse (KTL) est devenue la solution standard de référence pour les remorques haut de gamme.
- Carrosserie / Accessoires : Le thermolaquage remplace rapidement la peinture liquide, conciliant respect de l’environnement et résistance extrême aux chocs.
III. Analyse Approfondie : Cataphorèse, Peinture Cuite & Thermolaquage
(A) Électrodéposition Catodique (Cataphorèse / KTL)
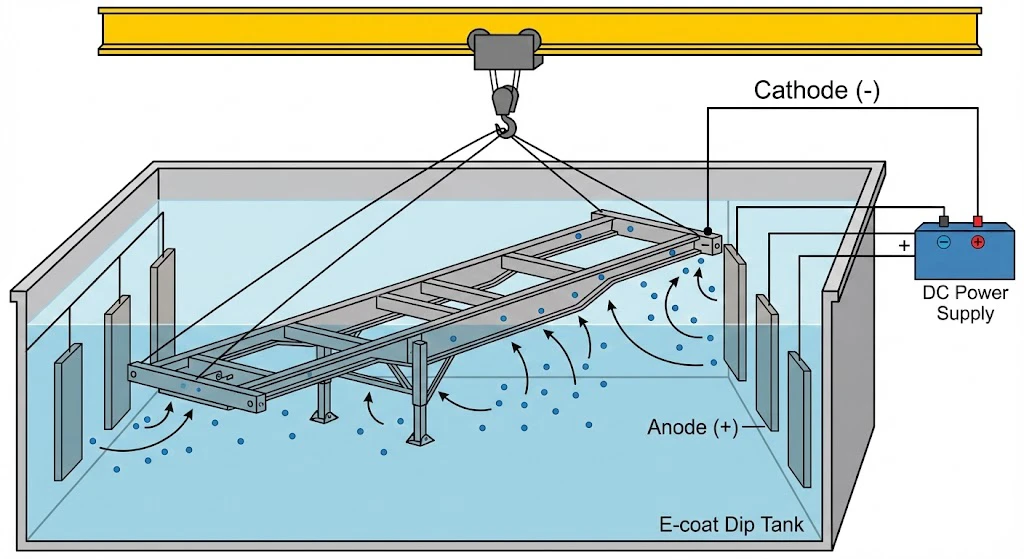
Fig 1 : Le mécanisme de Cataphorèse assurant une couverture totale à 360°.
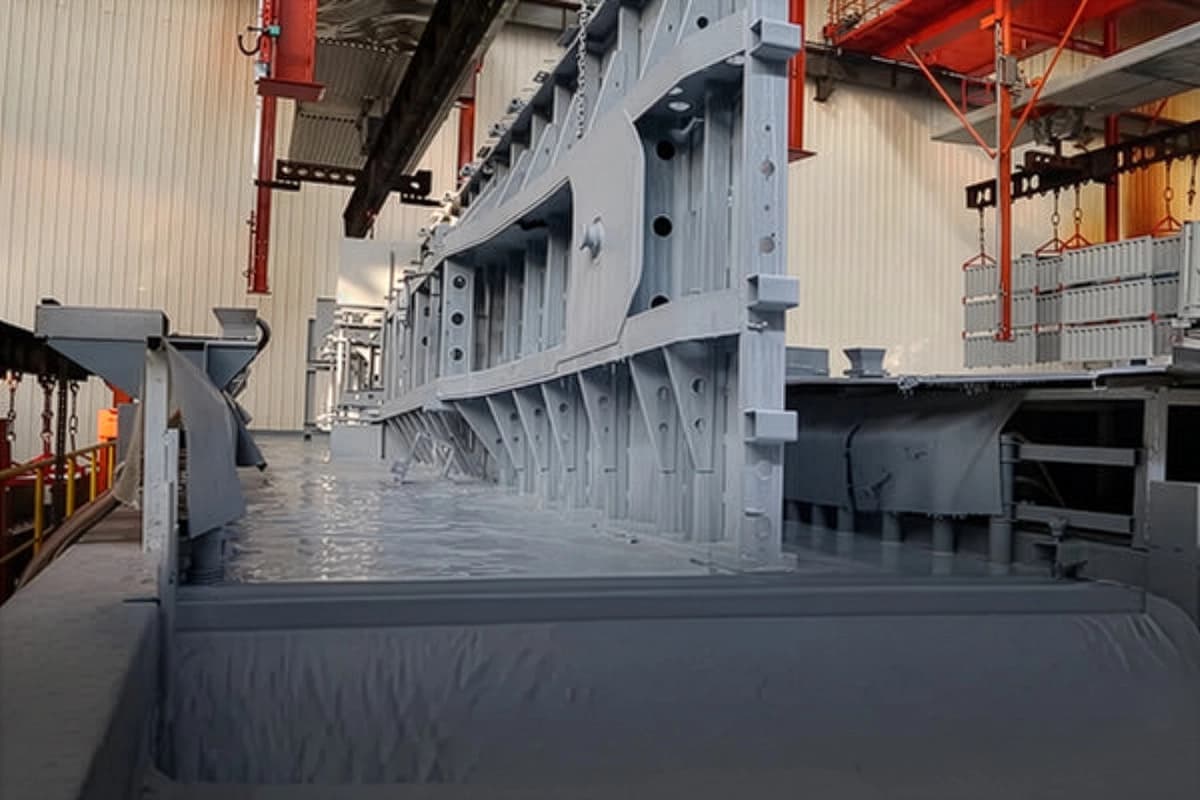
 Immersion totale par Cataphorèse atteignant tous les corps creux dans l’usine Kales.
Immersion totale par Cataphorèse atteignant tous les corps creux dans l’usine Kales.- Principe : Le châssis complet est immergé dans un bain électrifié. Les particules de peinture se déposent uniformément, atteignant les cavités internes et les cordons de soudure inaccessibles aux pistolets.
- Avantage : Couverture à 360°, Adhérence Grado 0 (GB/T 9286), Résistance au Brouillard Salin ≥1000 heures sans rouille rouge.
- ⚠️ Limitations :
- Nécessite un investissement initial très lourd ; réservé aux métaux conducteurs.
- Sensibilité aux UV : La résine époxy de la cataphorèse se dégrade sous le soleil. Elle doit être recouverte d’une couche de finition résistante aux UV pour un usage extérieur.
(B) Peinture Liquide Cuite (Cure Haute Température)
- Principe : Les résines polyuréthanes ou acryliques sont cuites au four à 120–140℃, créant un réseau moléculaire dense.
- Avantage : Brillance élevée, excellente tenue des teintes (pas de farinage pendant 5 ans), Dureté au Crayon ≥H, grande résistance aux rayures.
- Idéal Pour : Semi-remorques d’exportation haut de gamme, fourgons frigorifiques et tôles d’aluminium extérieures.
(C) Thermolaquage Électrostatique (Peinture en Poudre)
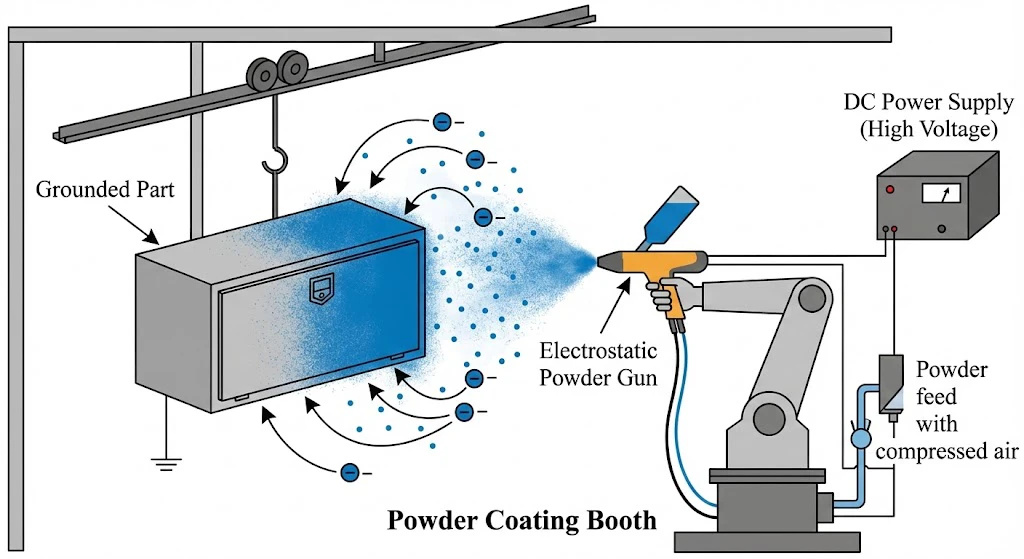
Fig 2 : Principes du mécanisme de thermolaquage électrostatique.

Pièces de remorque Kales recevant un thermolaquage après cataphorèse pour une protection de surface durable.
- Principe : De la poudre chargée négativement est projetée sur la pièce reliée à la terre, puis fondue et polymérisée au four à 180–200℃.
- Avantages Majeurs :
- Zéro COV : Conforme aux réglementations environnementales internationales les plus strictes.
- Efficacité : Utilisation >98% (les pertes sont recyclées).
- Finition Densa : Application monocouche sans coulures ni micro-bulles d’évaporation de solvant.
- Résistance Mécanique : Résistance aux impacts ≥50 kg·cm, excellente tenue face aux projections de gravillons.
- ⚠️ Contrôle de l’Épaisseur : L’épaisseur idéale est de 60–100μm.Note : Une épaisseur excessive (>120μm) rend le film cassant, sujet aux fissures sous impact, et crée un effet de « peau d’orange ».
- Types de Résine :
- Époxy : Forte adhérence mais mauvaise résistance aux UV (corps creux ou pièces abritées uniquement).
- Polyester (TGIC/HAA) : Excellente tenue aux UV, recommandé pour les parties visibles (Rives, coffres, garde-boue).
IV. Normes de Construction & Critères d’Acceptation
(A) Préparation de Surface : La Base (70% de la Qualité)
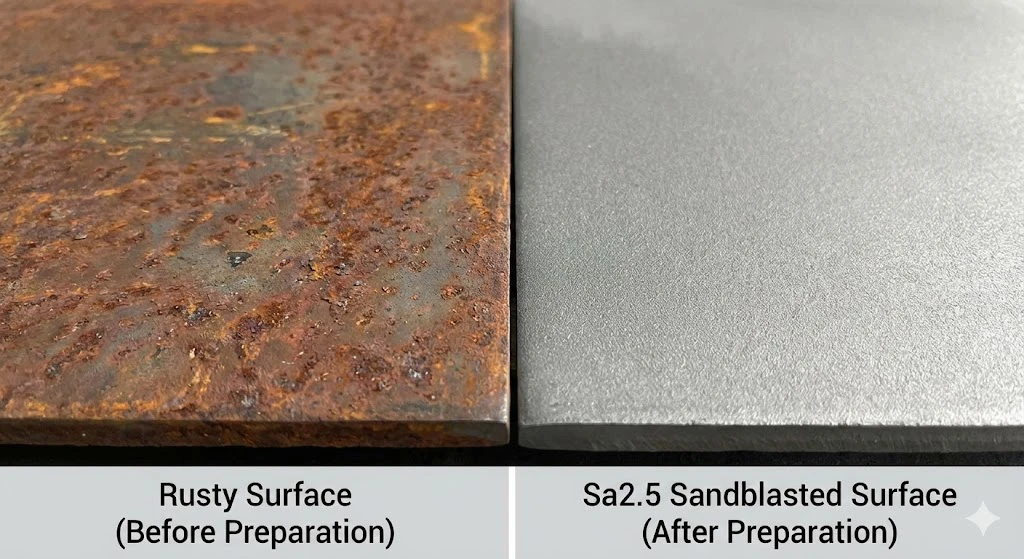
Fig 3 : Surface rouillée vs Surface grenaillée Sa2.5 (La Norme Kales).
- Brossage Manuel : St2 (Élimination sommaire de la rouille non adhérente) → Non recommandé pour un usage professionnel.
- Peinture Classique / Poudre : Grenaillage Sa2.5 (GB/T 8923.1). La surface doit présenter un aspect métallique blanc uniforme avec une rugosité Rz de 40–70μm (indispensable pour l’accrochage mécanique).
- Cataphorèse : Dégraissage → Phosphatation → Rinçages multiples à l’eau déminéralisée (Propreté ISO 8502-9 Classe 2).
- Pièces en Aluminium : Doivent subir une conversion sans chrome (ex: Zirconium/Silane). Les lavages acides simples ou phosphatations fer/zinc standards sont strictement interdits sur l’aluminium.
(B) Spécifications d’Épaisseur (Réf. QC/T 934-2013)
| Procédé | Apprêt | Intermédiaire | Finition | Épaisseur Totale (DFT) |
|---|---|---|---|---|
| Pulvérisation Classique | Époxy Riche en Zinc (60μm) | Époxy Fer Micacé (60μm) | Polyuréthane (50μm) | ≥170μm |
| Cataphorèse + Cuisson | Cataphorèse (20-25μm) | Époxy (40-60μm) | Cuite au four (40-50μm) | ≥110μm |
| Thermolaquage | — | — | Polyester (60–100μm) | Monocouche |
💡 Concept Clé : Pourquoi une couche « plus fine » de Poudre ou Cataphorèse est-elle meilleure ?
La performance anticorrosion ne dépend pas de l’épaisseur brute, mais de la densité et de la liaison chimique. Le thermolaquage cuit à haute température ou la cataphorèse forment une résine polymère réticulée beaucoup plus étanche qu’une peinture liquide séchée à l’air libre, bloquant ainsi l’accès de l’oxygène et de l’humidité au métal même à faible épaisseur.
V. 7 Risques Majeurs de Défaillance (Analyse Détaillée)
🔴 Risque 1 : Mauvaise Préparation = Perte d’Adhérence
Mécanisme : L’accroche dépend à 70% de la rugosité de l’acier. Les traces de graisse ou de calamine empêchent la liaison.
Symptômes : Décollement par plaques (surtout aux soudures), cloques. Résistance au test de quadrillage mauvaise (≥ Grade 2) ; apparition rapide de rouille.
Prévention : Exigez un Grenaillage Sa2.5 ; contrôlez la propreté à l’aide de gants blancs avant l’application.
🔴 Risque 2 : Mauvais Apprêt = Pas de Protection Cathodique
Mécanisme : Le zinc protège l’acier par effet sacrificiel. Si le taux de zinc dans l’apprêt est insuffisant (<60%) ou remplacé par de l’oxyde de fer bon marché, le métal rouillera dès la première rayure.
Données : Un apprêt riche en zinc (≥80%) tient plus de 500h au brouillard salin ; un produit bas de gamme (<40%) s’oxyde en 72h.
Prévention : Le cahier des charges doit mentionner « Taux de zinc sur film sec ≥80% » avec fiches techniques à l’appui.
🔴 Risque 3 : Température de Cuisson Incorrecte
Symptômes : Farinage précoce de la peinture cuite en 6 mois ; poudre qui craquelle (surcuisson) ou se pèle facilement (sous-cuisson).
Prévention : L’usine doit utiliser des enregistreurs de température mobiles pour valider la courbe de chauffe de chaque lot.
🔴 Risque 4 : Incompatibilité Chimique des Couches
- Erreur A : Finition appliquée directement sur la cataphorèse sans intermédiaire ni ponçage. Résultat : Décollement de la finition sur le primaire trop lisse.
- Erreur B : Apprêt riche en zinc appliqué sur de l’aluminium. Résultat : Erreur Critique ! Le zinc ne protège pas l’aluminium et provoque une réaction de saponification, entraînant un décollement complet.
Solution : Utiliser des primaires époxy sans zinc ou des poudres polyesters adaptées pour l’aluminium.
🔴 Risque 5 : Zones de Rétention d’Humidité
Problème : Absence d’évacuations d’eau dans les longerons fermés (accumulation d’eau) ; espaces étroits non étanchéifiés (corrosion par fente/capillarité).
Prévention : Prévoir des trous d’évacuation de Φ8–10mm ; la cataphorèse par immersion totale résout le traitement des corps creux.
🔴 Risque 6 : Conditions Climatiques Sévères
Problème : Pays froids (sels de déneigement), zones côtières (embruns marins), pistes minières (poussières acides).
Solution : Châssis traité par cataphorèse obligatoire + forte épaisseur totale (≥160μm). Rinçage périodique.
🔴 Risque 7 : Nettoyage et Entretien Inappropriés
Erreurs : Utiliser des nettoyeurs haute pression trop près des cordons de soudure (<5 cm). Négliger les rayures profondes.
Bonnes Pratiques :
- Utiliser de l’eau à pression modérée et des détergents neutres (pH 6-8). Éviter les acides ou bases fortes (fréquents dans les stations de lavage informelles) qui attaquent le polymère.
- Essentiel : Les rayures profondes mettant le métal à nu doivent être retouchées immédiatement avec un aérosol riche en zinc (galvanisation à froid) pour empêcher l’oxydation de s’infiltrer sous la peinture saine.
VI. Recommandations par Type de Matériau
| Matériau | Traitement Recommandé | À PROSCRIRE (Ne pas faire) |
|---|---|---|
| Acier Carbone (Q355/Q700) | Cataphorèse + Peinture Cuite (Châssis) Thermolaquage (Parties Externes) |
Le décapage acide à la place du grenaillage Sa2.5 (solution économique et inefficace). |
| Alliage d’Aluminium | Conversion sans Chrome + Poudre Polyester OU Traitement Zirconium + Peinture Spécifique |
Apprêts riches en zinc interdits. Cataphorèse classique (tension électrique inadaptée). |
| Acier Inoxydable | Généralement non peint, poli. Si peinture requise : Primaire d’accrochage + Finition. |
Ponçage abrasif grossier qui détruit la couche passive protectrice naturelle. |
VII. Analyse de Durée de Vie & de ROI (Données Réelles)
| Système de Peinture | État à 5 Ans | État à 10 Ans | Durée de Vie Est. |
|---|---|---|---|
| Alkyde Manuel | Rouille sévère généralisée | Perte de matière structurelle >30% | ≤6 Ans |
| Pulvérisation Standard | Rouille locale sur arêtes et chants | Corrosion visible aux soudures | 10–12 Ans |
| Cataphorèse + Cuisson | Pratiquement aucune rouille | Léger ternissement de la finition | 15–18 Ans |
| Thermolaquage (Polyester) | Pas de décoloration ni pelage | Structure intacte | 12–15 Ans |
En 2018, une flotte opérant dans des mines en Afrique subsaharienne a acheté 50 semi-remorques Kales avec châssis traité par cataphorèse. Après 5 ans d’exploitation dans des poussières très abrasives et acides, le taux de corrosion structurelle était inférieur à 2%. Cela a évité à l’entreprise de dépenser environ 45 000 $ en sablage et peinture de rénovation.Le système premium Cataphorèse + Peinture Cuite représente un surcoût initial de 1 200 à 1 800 $ par remorque, mais prolonge la vie du châssis de plus de 5 ans et maintient une excellente valeur de revente sur le marché de l’occasion.
Note pour les flottes d’Afrique francophone
Sur les corridors portuaires, routes minières et pistes secondaires d’Afrique francophone, la rouille apparaît souvent d’abord sur les soudures, supports de béquilles, traverses, pare-chocs arrière, supports de garde-boue et dessous de longerons. Ces zones accumulent boue, eau et impacts de gravillons ; elles doivent être contrôlées avant les surfaces visibles.
Si la semi-remorque travaille près des ports, carrières, mines, zones humides ou cargaisons agressives, le système anticorrosion doit être fixé avant la négociation finale du prix. Une offre moins chère peut simplement réduire le temps de grenaillage, la qualité de l’apprêt ou le traitement des corps creux.
VIII. Guide de l’Acheteur : « 4 Contrôles, 1 Question »
- Inspectez les Cavités Internes : Regardez l’intérieur des poutres ou du col de cygne. Est-ce d’un gris ou noir mat et parfaitement lisse ? (Signe distinctif de la cataphorèse ; les pistolets classiques ne peuvent pas y peindre).
- Vérifiez les Bords Afilés : La peinture doit envelopper les angles nets sans retrait ni finesse excessive (Preuve d’un bon Thermolaquage).
- Test de Dureté : Rayez discrètement le châssis avec une clé. Si aucune trace ne reste, le revêtement est bien cuit au four. Si un sillon blanc apparaît facilement, la peinture a été séchée à l’air libre.
- Inspectez les Dessous de Soudure : Les peintres manuels pressés laissent souvent des « zones d’ombre » non couvertes sous les gros cordons. La rouille commencera par là.
- POSEZ LA QUESTION DIRECTEMENT AU CONSTRUCTEUR :
- « Le châssis subit-il un bain de cataphorèse par immersion complète ? »
- « Pour l’aluminium, le traitement est-il sans chrome et sans apprêt zinc ? »
- « L’épaisseur de la poudre est-elle rigoureusement maintenue sous 100μm pour éviter les éclats ? »
Conclusion : La Peinture est la « Signature Invisible » de la Qualité
Aujourd’hui, la peinture industrielle des remorques dépasse largement le cadre esthétique. La cataphorèse sécurise le châssis, la Peinture Cuite assure un fini premium et le Thermolaquage garantit une durabilité verte sans solvants.
Choisir le bon traitement n’est pas une question d’acheter le « plus cher », mais d’adapter le système à votre milieu d’exploitation. Une remorque routière sous bâche n’a pas les mêmes contraintes qu’une benne de carrière.
Chez Kales Vehicle, nous adaptons les spécifications à chaque besoin :
- ✅ Pas d’Épaississement Aveugle : Le contrôle de l’épaisseur évite la fragilité de la poudre.
- ✅ Chimie Appliquée : Nous évitons les erreurs de base comme l’application de primaire zinc sur l’aluminium.
- ✅ Transparence Totale : Du choix de la grenaille aux rapports d’épaisseur numériques, tout est documenté.
« Inspectez la peinture avant d’acheter votre flotte. Un revêtement professionnel se rentabilise dès la première année. »
Porte d’acceptation : surface, DFT, arêtes et retouche se contrôlent ensemble
La peinture d’une semi-remorque ne s’accepte pas à la brillance. L’acheteur doit vérifier quatre preuves : préparation de surface avant primaire, épaisseur de film sec (DFT), couverture des arêtes et soudures, puis méthode de retouche après transport. En Afrique francophone, la corrosion démarre souvent sur supports, pieds de soudure, dessous de longerons, trous de boulons, béquilles et zones frappées par pierres, boue ou humidité saline.
La logique d’inspection peut s’appuyer sur des normes publiques. ISO 8501-1 décrit les degrés visuels de propreté pour la préparation de l’acier, ISO 12944-1 cadre la protection anticorrosion des structures acier par systèmes de peinture, et ISO 2808 traite la mesure d’épaisseur de film. Ces références ne remplacent ni la spécification fournisseur ni l’homologation locale, mais elles donnent au service achat un langage d’acceptation clair.
Documents à demander
- Rapport ou photos de préparation avant primaire.
- Fiche système : primaire, KTL, poudre ou finition liquide.
- Mesures DFT sur longerons, traverses, supports et zones retouchées.
- Courbe four ou rapport de cuisson pour poudre ou peinture cuite.
Bloquer l’acceptation si trouvé
- Aucune preuve de grenaillage Sa 2.5 ou nettoyage équivalent.
- DFT faible sur arêtes, soudures, supports ou dessous de longerons.
- KTL exposée dehors sans finition résistante aux UV.
- Retouche appliquée sur poussière, huile, rouille ou rayure transport.
Pour les ports de Dakar, Abidjan, Lomé ou Douala, les mines, les pistes latéritiques et les corridors humides, le système anticorrosion doit correspondre au mode de défaillance. Boue et pierres exigent couverture des arêtes et retouche disciplinée; l’humidité saline demande une catégorie plus robuste; et les flottes minières ont besoin d’une inspection simple à chaque entretien. Une porte d’acceptation documentée compare les fournisseurs par preuves, pas par surface brillante.
Annexe : Guide de Sélection de Revêtement 2026 (Ingénierie Kales)
| Besoin Opérationnel | Solution Préconisée | Avantage Service Kales |
|---|---|---|
| Transport Économique (Trajets courts / Intérieur terres) | Grenaillage Sa2.5 + Apprêt Zinc + PU (DFT≥160μm) | Normes strictes, pas de raccourcis chimiques. Accroche mécanique garantie. |
| Longue Distance / Chaîne du Froid / Milieux Humides | Châssis traité par Cataphorèse + Intermédiaire + Peinture Cuite | Protection totale des poutres fermées. Rapports de contrôle fournis à l’acheteur. |
| Exportation Europe / USA ou Priorité Écologique | Châssis Cataphorèse + Carrosserie Thermolaquée | Zéro COV, conforme aux exigences environnementales internationales. |
| Composants de Citerne ou de Caisse en Aluminium | Conversion sans Chrome + Thermolaquage Polyester | Faisceau chimique adapté pour éviter toute corrosion galvanique ou saponification. |
Ne Laissez pas la Rouille Ronger vos Bénéfices
Décrivez-nous les conditions climatiques et le type de fret de votre flotte. Les ingénieurs Kales concevront le système de traitement optimal et vous enverront un chiffrage précis sous 2 heures.
* Conseils et devis gratuits. Prix direct d’usine. Aucun intermédiaire.


