
Ingénieur en chef des structures, Kales Vehicle
💡 Points clés pour la direction :
- Vitesse de Dépot : Le lit de fluidisation optimisé Kales assure un déchargement rapide de 1.2 à 1.5 tonnes par minute.
- Taux de Résidu Réduit : Géométrie interne sans zones mortes garantissant un taux de résidu inférieur à 0.3%.
- Motorisation de Pointe : Équipé d’un moteur auxiliaire Weichai 4102 et d’un compresseur d’air Bohai double cylindre 12m³ pour une pression stable de 0.2 MPa.
Qu’est-ce qu’une semi-remorque citerne pulvérulente pneumatique ? Une semi-remorque citerne pulvérulente (également appelée citerne à ciment ou citerne à pulpe) est un véhicule lourd spécialisé conçu pour transporter des matériaux pulvérulents secs avec une granulométrie ≤ 0.1 mm, tels que le ciment en vrac, les cendres volantes, la chaux, la poudre minérale et la farine. Obtenir des vitesses de déchargement rapides et une robustesse à long terme exige une ingénierie de précision (analyse CAE, acier T700, soudure robotisée).
À propos de Kales Vehicle : Fabricant de citernes pulvérulentes leader
Fondé en 2012 et basé dans le Shandong en Chine, Kales Vehicle bénéficie de plus d’une décennie d’expérience dans la R&D et la fabrication de semi-remorques sous la norme ISO 9001. Nous avons livré plus de 12 000 unités dans le monde, dont plus de 2 000 citernes à ciment, au service de flottes lourdes en Asie, au Moyen-Orient et sur l’ensemble du continent africain.
Pourquoi fabriquer une citerne à ciment de qualité est un défi technique
Une idée reçue dans la logistique consiste à penser qu’une citerne pulvérulente n’est qu’une simple « cuve en acier soudée sur un châssis ». En réalité, obtenir une vitesse de déchargement élevée, un taux de résidu minimal, un comportement routier stable et une durabilité du châssis à long terme repose entièrement sur l’ingénierie. Une citerne mal conçue entraîne l’obstruction des tuyaux, des fissures structurelles et d’importantes pertes financières.
Découvrez avec nous les 7 étapes de la fabrication d’une citerne pulvérulente Kales de qualité supérieure.
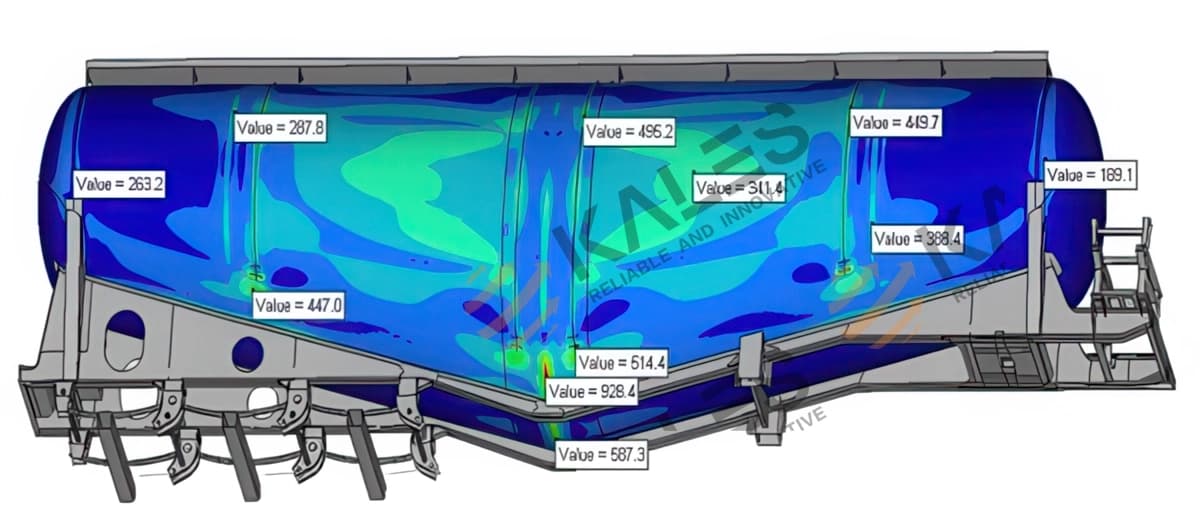
🔧 Étape 1 : Conception – Simulation CAE pour une intégrité structurelle maximale
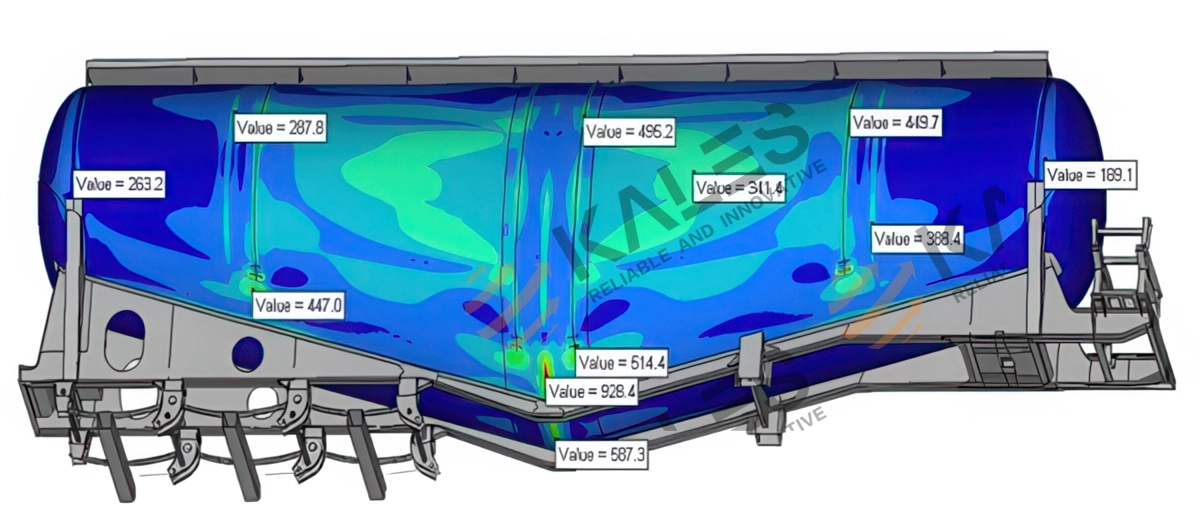
Nous ne nous fions pas à des estimations empiriques. Nous utilisons la modélisation 3D avancée et des simulations mécaniques CAE (Computer-Aided Engineering) pour tester chaque composant structurel avant le début de la production.
- Nous utilisons un angle de cuve plus prononcé (supérieur de 2 à 3° aux standards du secteur) pour assurer un écoulement fluide et des débits de déchargement rapides.
- Nous effectuons des analyses de contraintes poussées pour concevoir la structure squelettique, éliminant ainsi les risques de fissures sous forte charge.
- Nous concevons un châssis affiné qui abaisse le centre de gravité (C.G.), offrant une stabilité anti-renversement supérieure sur les terrains miniers accidentés.
✂️ Étape 2 : Découpe CNC et formage – La précision définit la durée de vie


- Nous utilisons exclusivement de l’acier haute résistance T700/Q345B de qualité supérieure, découpé au laser avec une tolérance stricte de ≤ 0.01 mm.
- Nous formons la cuve sur des rouleuses CNC avancées en une seule passe, éliminant les micro-déformations mécaniques et les contraintes internes de la tôle.
- Nous assemblons les viroles sur un gabarit d’alignement rigide pour garantir une rectitude parfaite de la citerne.
🔥 Étape 3 : Soudage robotisé – La signature invisible de la qualité

Nous utilisons des robots de soudage entièrement automatisés pour garantir que la cuve supporte la pression pneumatique interne de service sans aucun risque de défaillance. Pour les soudures longitudinales et circulaires du réservoir sous pression, nous appliquons la méthode du soudage unilatéral avec formage bilatéral (procédé TIG/MIG de pénétration avec finition sous flux solide). Cette technique assure une liaison métallique sans porosité, vérifiée par contrôle radiographique.
- Nous appliquons le soudage unilatéral avec formage bilatéral pour obtenir une pénétration complète et homogène de la soudure.
- Nous garantissons des cordons sans porosité, soufflures ou inclusions de laitier, conformément aux normes sur les appareils à pression.
- Nous assurons une répartition uniforme des contraintes sur toute la cuve pour éviter la fatigue locale du métal à long terme.
⚙️ Étape 4 : Alignement du châssis – Éliminer le lacet de la remorque

Un problème fréquent sur les remorques d’entrée de gamme est la sensation de louvoiement ou de lacet à vitesse d’autoroute. Kales résout cela par un contrôle laser rigoureux de la planéité du châssis et de l’alignement du pivot d’attelage (kingpin) juste après le montage de la cuve.
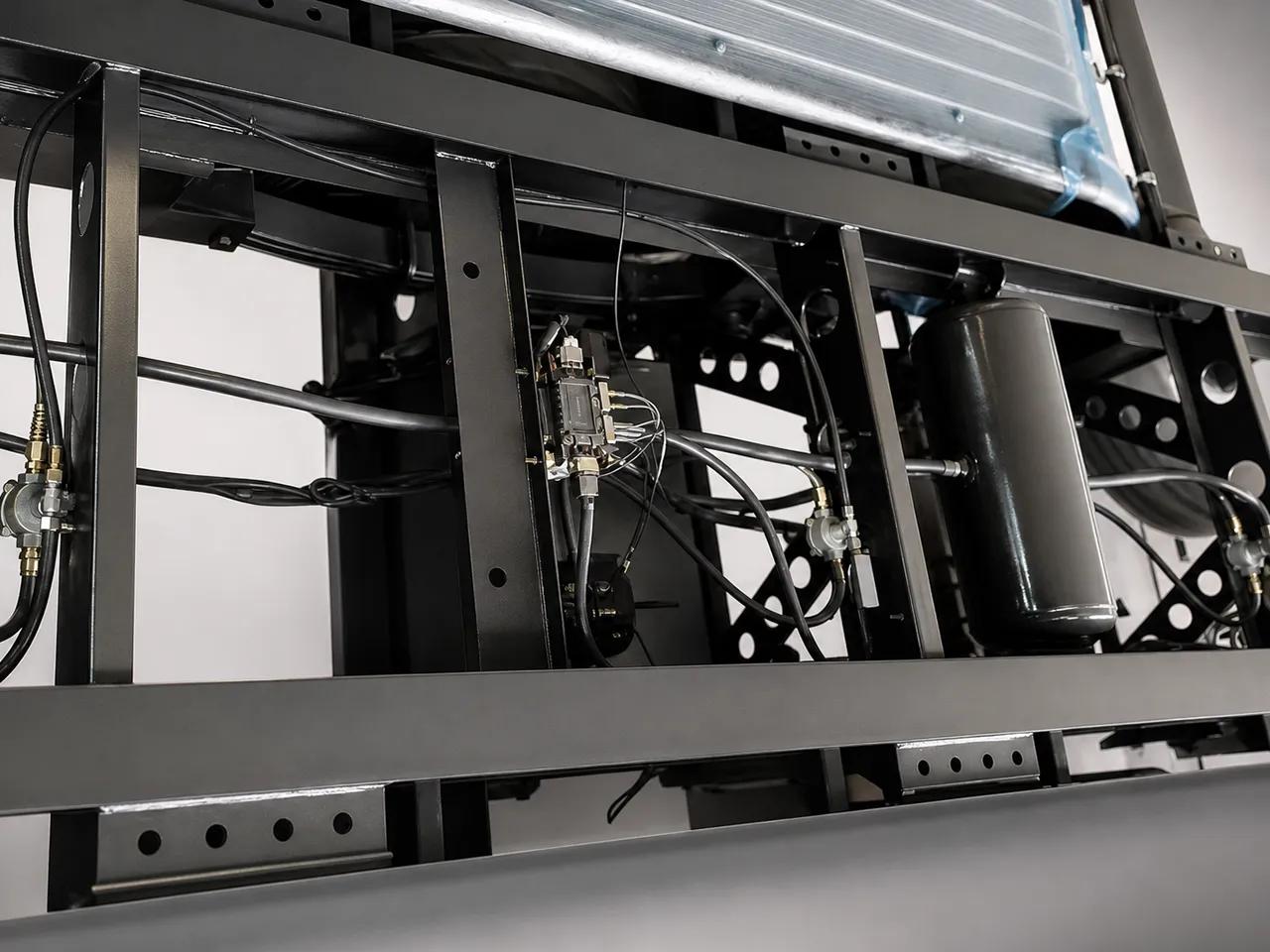
💨 Étape 5 : Le “Cœur” du système – Compresseur d’air et déchargement


L’efficacité d’une citerne pneumatique dépend de sa motorisation auxiliaire et du profil de son lit fluidisé. Kales équipe ses véhicules d’un moteur diesel auxiliaire Weichai 4102 (44 kW / 60 ch) accouplé à un compresseur d’air rotatif bi-cylindre Bohai/Fuda de 12 m³. Tournant à un régime régulier de 900–1000 tr/min, ce compresseur fournit l’air nécessaire pour pressuriser la citerne à 0.2 MPa. La haute efficacité volumétrique de notre compresseur permet une fluidisation instantanée du ciment.
- Nous utilisons des moteurs diesel auxiliaires Weichai et des compresseurs d’air Bohai/Fuda pour assurer un débit d’air puissant et constant.
- Nous associons une tubulure de sortie élargie à un lit fluidisé à forte inclinaison pour atteindre un débit de déchargement de 1.5 tonne par minute.
- Nous éliminons les zones mortes internes (“No-Dead-Corner”) pour garantir un taux de résidu minimal <0.3%, maximisant la livraison nette de matière.
🎨 Étape 6 : Revêtement protecteur – Standard anti-corrosion de grade marin

Afin de faire face à l’abrasion continue de la cargaison et aux agressions extérieures, la cuve subit un sablage automatique de billes d’acier conforme à la norme Sa 2.5. Nous appliquons ensuite une peinture poudre polyuréthane par procédé électrostatique avec un film sec d’une épaisseur (DFT) supérieure à 120 μm, offrant une barrière anticorrosion durable de 5 à 8 ans.
- Nous appliquons un traitement par poudrage polyuréthane écologique sans solvants.
- L’épaisseur sèche de 120μm+ (Grade Marine H) offre une excellente tenue face aux brouillards salins et au climat tropical humide.
- La peinture résiste de 5 à 8 ans sans ternir ni s’écailler sous les rayons UV intenses.
🔍 Étape 7 : Contrôle qualité – Essais d’étanchéité sous pression

Chaque citerne pulvérulente subit un protocole de tests strict avant livraison :
- Nous réalisons des tests d’étanchéité à l’air sous pression nominale de sécurité pour éliminer tout risque de fuite.
- Nous testons le débit pneumatique réel pour vérifier la vitesse de vidange et valider le taux de résidu.
- Nous effectuons des essais de stabilité en virage à 30 km/h sur notre piste d’essais pour garantir la sécurité anti-retournement.
Si le test n’est pas parfait, la citerne ne quitte pas l’usine. C’est notre engagement.
Contrôle qualité usine : ce que l’acheteur doit vérifier
Une citerne pulvérulente peut présenter une belle finition tout en coûtant cher par dépotage lent, fatigue de soudure ou corrosion précoce. Pour les flottes qui transportent du ciment vrac, de la chaux ou des cendres volantes entre ports, cimenteries, carrières et chantiers d’Afrique francophone, le vrai contrôle porte sur le dossier de fabrication : lot d’acier, suivi de soudage, étanchéité pneumatique et résidu après déchargement.
Dossier de preuve avant expédition
Avant qu’une citerne quitte l’usine, l’acheteur doit demander la traçabilité matière, les points de contrôle soudage et alignement, le suivi du revêtement, le résultat d’étanchéité, la note d’essai de dépotage ou de résidu, le modèle de compresseur, la liste des vannes et flexibles, ainsi que la recommandation initiale de pièces. Pour l’Afrique francophone, ce dossier aide à réceptionner au port, défendre la garantie et suivre le coût par tonne transportée.
Ressources liées et base technique
Pour une lecture E-E-A-T, cette page de fabrication doit être reliée aux pages d’exploitation, d’entretien et de matériaux. L’acheteur transforme ainsi une promesse commerciale en points d’inspection concrets avant embarquement ou réception au port.
- Exploitation et entretien citerne pulvérulente
- Comparaison acier Q345B, Q355B et T700
- Processus anticorrosion semi-remorque
- Manuel d’entretien semi-remorque
- Graissage et points de lubrification
- Systèmes ABS, EBS et RSS
Base externe de référence : ASTM A572/A572M pour les aciers HSLA, AWS D1.1 pour le soudage structural, ISO 3834 pour les exigences qualité soudage et OSHA 1910.242 pour la sécurité liée à l’air comprimé.
Synthèse : Qu’est-ce qui caractérise une citerne de qualité supérieure ?
| Indice de Performance | La solution technique Kales |
|---|---|
| Dépot Ultra-Rapide | Pente de cuve accrue + Compresseur Bohai + lit de fluidisation optimisé. |
| Taux de résidu minimal (<0.3%) | Géométrie sans angle mort + régulation de débit aérodynamique. |
| Durabilité structurelle | Acier à haute limite élastique T700 + soudure robotisée automatisée + CAE. |
Si les citernes Kales atteignent une vitesse de déchargement nominale de 1.5 t/min sur piste lisse, les conditions réelles d’exploitation en Afrique subsaharienne requièrent des adaptations de conception. Sur les pistes en latérite soumises à de fortes vibrations (effet « tôle ondulée »), la structure de la cuve est renforcée par des anneaux de renforcement internes pour éviter la fatigue des soudures. De plus, pour contrer la poussière abrasive du Sahel (vents d’Harmattan) et l’humidité des zones portuaires (Dakar, Abidjan) qui colmatent la toile de fluidisation en hydratant le ciment, les compresseurs Kales intègrent un système de filtration d’air multi-étagé et des séparateurs de condensation pour éliminer l’eau et le sable avant injection.
Foire aux questions (FAQ)
Quelle est la vitesse de déchargement d’une citerne pulvérulente Kales ?
Avec un compresseur de 12 m³ et du ciment sec standard, une citerne Kales décharge environ 1.2 à 1.5 tonne par minute, avec un résidu final normalement inférieur à 0.3% si la matière est sèche et si la séquence de dépotage est respectée.
Quel est le meilleur acier pour fabriquer une citerne à ciment ?
L’acier T700 est une option premium car il associe résistance élevée et tare maîtrisée. Le choix final doit tenir compte du volume de cuve, du châssis, des vibrations de route, de la charge légale et du type d’exploitation.
Une semi-remorque pulvérulente peut-elle transporter plusieurs poudres ?
Oui. Elle peut transporter ciment, cendres volantes, chaux et certaines poudres minérales si la granulométrie et l’humidité conviennent. Un nettoyage complet de la cuve reste obligatoire entre deux produits pour éviter contamination et colmatage.
Quelles preuves usine demander avant l’expédition ?
Demandez traçabilité matière, contrôles de soudage et d’alignement, suivi du revêtement, essai d’étanchéité, spécification compresseur, note de dépotage ou de résidu et liste de pièces. Ces éléments confirment que la citerne livrée correspond à la spécification commandée.
Prêt à moderniser votre flotte logistique ?
Kales Vehicle propose des solutions de transport de pulvérulents sur mesure, adaptées à vos contraintes de charge et de terrain. Ne faites pas de compromis sur vos outils de travail.