
From GB to ASTM Standards: Building a Defense Line for Safety, Cost-Reduction, and Compliance
Based on the latest GB/T 1591-2018 standards and real-world failure analysis, this guide provides a complete technical framework for international fleet managers to procure high-quality semi-trailers from China.
📖 Technical Index
- 1. Industry Evolution: High-Tensile Steel
- 2. Steel Selection Radar: Key KPIs
- 3. Detailed Comparison: Q345B vs. T700
- 4. Weight Reduction Engineering & Math
- 5. Risk Mitigation: 5 Major Failures
- 6. Aluminum & Stainless Steel Specs
- 7. Non-Metal: Flooring & Composites
- 8. Joints: Welding, Huck Bolts & Sealants
- 9. Global Standards Cross-Reference
- 10. ROI Analysis: Total Cost of Ownership
Technical basis and scope
How this material guide is supported
This guide is based on Kales trailer design practice, existing chassis material data in this article, and recognized structural material and welding references. The comparison of Q345B, Q355B and T700 focuses on yield strength, tensile strength, fatigue behavior, weldability, corrosion protection and payload economics because those are the factors that change fleet cost after delivery.
The standards basis includes GB/T structural steel grades used by Chinese trailer factories, ASTM A572-type high-strength low-alloy steel concepts, EN 10025 structural steel practice, AWS D1.1 structural welding principles, ISO 15614 welding procedure qualification logic, and ISO 12944 corrosion-protection thinking. A buyer should not treat a steel grade name as a complete specification. The purchase contract should also define mill certificate requirements, chemical composition, plate thickness, welding consumables, NDT or visual inspection scope, coating system and repair rules.
- Use this guide for: flatbed trailers, lowbed trailers, container chassis, dump trailers, tanker chassis and other welded steel structures.
- Ask suppliers to prove: mill certificate, steel heat number, plate thickness, welding procedure, main-beam design and coating method.
- Do not buy by steel grade alone: high-strength steel helps only when the section design, welding and anti-corrosion process are controlled together.
I. Introduction: Material Breakthroughs in Manufacturing
Selecting the right semi-trailer is a system engineering challenge that combines mechanics, metallurgy, and economics. The manufacturing sector is undergoing a profound transformation:
- Steel Upgrades: A complete transition from older Q345 to Q355 High-Strength Low-Alloy (HSLA) steel; Q700 (700MPa) is standard for lightweighting, while BST1500 dominates the wear-resistant sector.
- Material Diversification: Aluminum alloy extends beyond tankers to fuel and food-grade transport; Stainless steel expands to corrosive solid transport.
- Globalization: Designs are now strictly benchmarked against ASTM (USA) and EN (Europe) standards for export compliance.
II. Core Material Systems: The Chassis Foundation
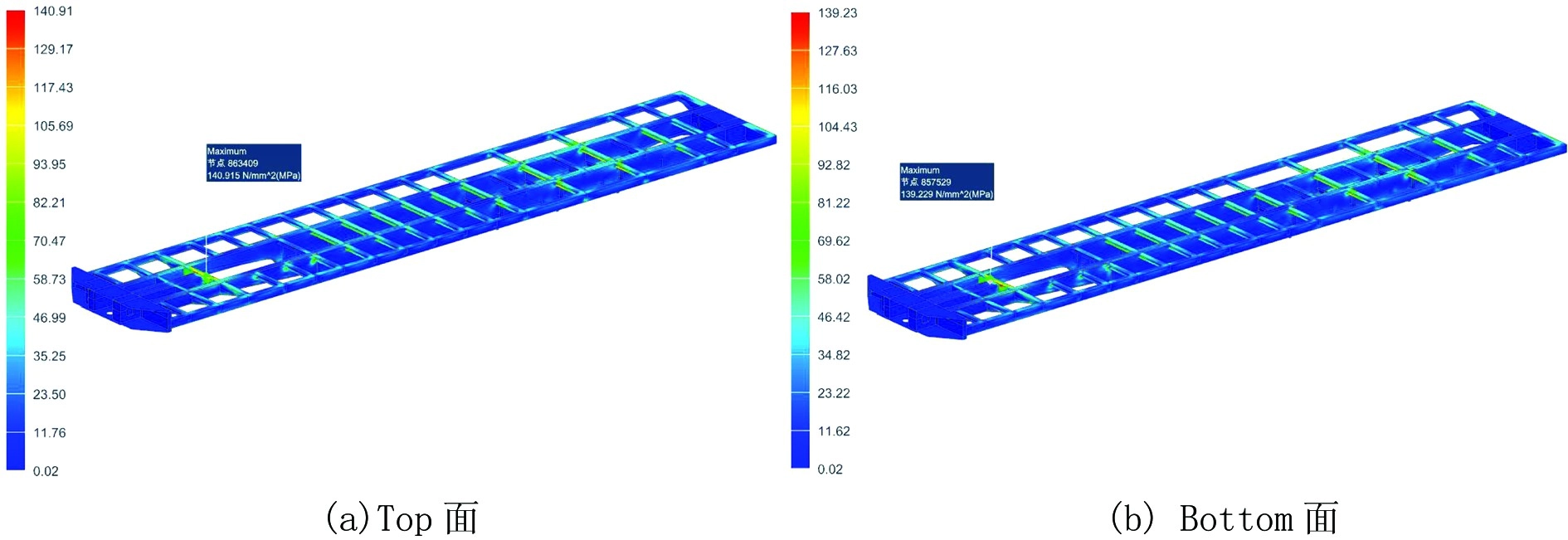
Diagram of Semi-Trailer Chassis Structure (Finite Element Analysis Stress Map)
1. Steel: The Backbone of Your Trailer
| Category | Grade | Application & Notes |
|---|---|---|
| Mild Carbon Steel | Q235B (ASTM A36) | Toolboxes, Mudguards. Lowest cost, strictly prohibited for main load-bearing structures. |
| HSLA Steel | Q355B/C/D/E | Main Beams, Cross Members. The industry standard, replacing Q345. Equivalent to S355JR or A572 Gr.50. |
| High-Tensile Steel | Q700L/E (T700) | Lightweight Main Beams (15-30% weight reduction). Superior tensile strength. |
| Wear-Resistant Steel | BST1500 / NM450 | Dump Trailer floors. Hardox equivalent. BST1500 offers ≥1500MPa tensile strength. |
III. Detailed Comparison: Q345B vs. T700 (Q700L/E) High-Strength Steel
To optimize trailer weight without compromising structural integrity, manufacturers rely heavily on T700 (Q700L/E) steel for main longitudinal beams. Understanding the mechanical differences between traditional carbon structural steel (Q345B) and high-strength thermomechanically rolled steel (T700) is critical for matching the trailer to the fleet’s duty cycle.
| Property | Traditional Q345B (ASTM A572 Gr.50 Equivalent) | High-Strength T700 (Q700L/E / S700MC Equivalent) | Technical Implications for Fleet Operators |
|---|---|---|---|
| Yield Strength ($\sigma_y$) | 345 MPa | 700 MPa (103% Increase) | T700 supports double the bending stress before permanent deformation. |
| Tensile Strength ($\sigma_u$) | 470 – 630 MPa | 750 – 900 MPa | Prevents catastrophic tearing under extreme overloading or impact. |
| Elongation ($A_5$) | ≥ 20% | ≥ 12% (38% Decrease) | Q345B is highly ductile, making it excellent at absorbing dynamic shocks. T700 is stiffer but more brittle. |
| Typical Main Beam Profile | Upper/Lower Flange: 14/16mm Web Plate: 8mm |
Upper/Lower Flange: 8/10mm Web Plate: 5mm |
T700 allows for thinner structural plates, leading to significant tare weight savings. |
| Fatigue Limit under Dynamic Torsion | High fatigue threshold, highly forgiving on rough unpaved roads. | Sensitive to weld-toe stress concentrations. Requires post-weld dressing. | For severe off-road mining routes, a hybrid design (Q355 chassis with T700 crossmembers) is preferred over a full-T700 chassis. |
| Carbon Equivalent (CEV) | ≤ 0.44% | ≤ 0.48% (Micro-alloyed with Nb, V, Ti) | T700 requires strict low-hydrogen welding consumables and preheating to avoid cracking. |
IV. Weight Reduction Engineering & Math
Reducing the tare weight of a semi-trailer directly increases the payload capacity, which is governed by local gross vehicle weight (GVW) limits. However, downsizing steel thickness must be calculated precisely to ensure the beam does not fail under vertical load or buckle under lateral forces.
4.1. The Section Modulus Formula
The load-bearing capacity of the main I-beam is determined by the maximum bending moment it can withstand ($M_{max}$):
$M_{max} = \sigma_{allow} \times Z_x$
Where:
- $\sigma_{allow}$: The allowable design stress of the material, which is directly proportional to its yield strength ($\sigma_y$).
- $Z_x$: The section modulus of the I-beam, determined by its geometry ($Z_x \approx \frac{1}{6}(b \cdot h^2 – \frac{b_1 \cdot h_1^3}{h})$).
By upgrading the material from Q345B ($\sigma_y = 345$ MPa) to T700 ($\sigma_y = 700$ MPa), the allowable stress is effectively doubled. Consequently, to maintain the same load capacity ($M_{max}$), the required section modulus $Z_x$ can be reduced by approximately 40%. This geometric reduction is achieved by thinning the flanges and web plates, reducing the steel volume and mass.
4.2. Fleet Sourcing ROI Calculation Example
Consider a standard 3-axle 40ft Flatbed Trailer. Let’s compare a traditional Q345B structure and a lightweight T700 structure:
- Chassis weight in Q345B: 6,800 kg
- Chassis weight in T700 (Lightweight flanges & webs): 5,600 kg
- Tare Weight Savings: 1,200 kg (1.2 Metric Tons)
- Increased Payload: +1,200 kg per trip
Financial Return (TCO Analysis):
For a fleet hauling regional freight over 100,000 km per year, assuming a transport rate of $0.08 per ton-km:
$$\text{Annual Extra Revenue} = 1.2 \text{ tons} \times 100,000 \text{ km} \times \$0.08/\text{ton-km} = \$9,600 \text{ per year}$$
If the upfront price premium for the T700 trailer is $1,800, the payback period is less than 2.3 months. Over a 5-year operating life, a single trailer yields $46,200 in additional net profit.
V. Key Technical Indicators for Steel Selection
The Selection Mantra: “L for Forming, X for Welding; E for Cold Climates, Preheat for 1500.”
| Grade | Yield Strength | Carbon Equiv. (CEV) | Impact Energy (-40℃) | Best Use Case |
|---|---|---|---|---|
| Q355E | ≥355 MPa | ≤0.42 | ≥34 J | Mining & Off-Road. High toughness. |
| Q700E | ≥700 MPa | ≤0.50 | ≥34 J | Cold Climates (Russia/Canada). |
| BST1500 | ≥1300 MPa | >0.60 | Available @ -20℃ | Extreme Wear Resistance. |
VI. 5 Major Failure Risks & Prevention Strategies
Based on real-world failure analysis cases.
🔴 Risk 1: Cold Brittleness (Brittle Fracture)
Case Study: A dump trailer using standard BST700L (no impact rating) suffered a main beam fracture at -32°C. Tests revealed impact energy of only 8J (Safe threshold ≥27J).
Prevention:
- Grade Selection: For cold regions, strictly specify Q355E or Q700E.
- Contract Clauses: Mandate “Charpy V-Notch Impact Energy ≥27J @ -40°C”.
🔴 Risk 2: Welding Cold Cracks

Microscopic comparison of Healthy Weld vs. Cold Crack in High Tensile Steel
Root Cause: High tensile steels have high carbon equivalents, leading to hydrogen-induced cracking.
Prevention:
- Pre-heating: Q700 requires 150–200°C; BST1500 requires 200–250°C.
- Post-Weld Heat Treatment: Essential for releasing hydrogen.
- Inspection: 100% MT/UT testing is non-negotiable.
🔴 Risk 3: Structural Buckling (Over-Lightweighting)
Symptom: Chassis distortion on rough roads; “Wavy” buckling of the web plate.
Prevention:
- Minimum Thickness: Web plate thickness should never go below 5mm, even when using Q700.
- Design Check: FEA Verification must show first-order modal frequency ≥8 Hz and a safety factor ≥2.0.
- Avoid: Do not blindly replace 6mm Q355 with 4mm Q700.
🔴 Risk 4: Corrosion & Rust
Prevention:
- Surface Prep: Mandatory Sa2.5 Sandblasting (Roughness Rz=40–70 μm).
- Coating System: Epoxy Zinc-Rich Primer (≥60μm) + Polyurethane Topcoat.
- Coastal Areas: Use Polyurea chassis armor.
🔴 Risk 5: Counterfeit Materials
Case: A factory used “HQ700” which turned out to be Q420. The chassis bent within 6 months.
Prevention:
- Source: Buy only from mills with IATF 16949 certification (e.g., Baosteel, Ansteel).
- Verification: Request the original MTC (Mill Test Certificate) and cross-check Heat Numbers.
- On-Site Test: Perform spectral component analysis + tensile testing upon material arrival.
Export buyer note: match steel to road, load and repair conditions
For African corridors, mining sites and long-distance port logistics, the strongest steel is not automatically the best purchase. A high-strength lightweight chassis can carry more payload, but it also requires better welding control and more disciplined overload management. For rough roads, high torsion and driver-side repairs, the supplier should explain how the main beam, cross members and gooseneck are reinforced.
Before approving a trailer quote, ask whether the proposed steel grade matches the cargo density, road profile, axle load, repair capability and resale market. If the fleet will be maintained far from a professional welding shop, a slightly heavier but easier-to-repair design may be more practical than an aggressive lightweight design.
VII. Regional Challenges: Andes Terrain vs. West African Corridors
Steel chasses experience different stress patterns depending on local climates and road profiles. Procuring a standard highway trailer for specialized regional routes will lead to premature structural failures.
7.1. The Andes Mountain Routes (High-Torsion and Dynamic Shock)
Fleets hauling copper concentrates or heavy machinery in Peru, Chile, and Bolivia face steep descents, extreme switchbacks, and unpaved mountain roads. Under these conditions, the chassis undergoes severe diagonal torsion (twisting).
Because Q700 high-strength steel has lower elongation (12% vs 20% for Q355B), it does not flex as well under severe twisting. Continuous twisting leads to high-stress concentrations at crossmember welding joint boundaries, causing fatigue cracking.
Recommendation: For Andean operations, specify a **heavy-duty Q355B chassis**. While heavier, the high ductility allows the main frame to twist and spring back without cracking. If weight reduction is critical, choose a hybrid design: Q355B for main longitudinal beams and Q700 for non-structural parts.
7.2. West African Corridors (High Temperature and Corrosive Humidity)
In West Africa (e.g., Senegal, Côte d’Ivoire, Ghana, Mali), trailers transport cargo from hot, salty coastal ports to hot, dusty inland regions. High humidity combined with sea salt accelerates corrosion, while unpaved roads subject the undercarriage to continuous sandblasting. Underneath, standard paint will chip off, exposing bare steel to salt-rich moisture.
Recommendation: Mandate **Sa2.5 shot blasting** followed by a two-component **Epoxy-Zinc-Rich primer** and a **Polyurea or Polyurethane topcoat** (total dry-film thickness ≥120 micrometers). Ensure the factory applies anti-corrosion protective wraps over all brake lines and electrical harnesses.
VIII. Aluminum & Stainless Steel: Applications
1. Aluminum Alloy (5083/6061)
- Applications: Tanker bodies (5083-H116), Aviation Fuel (Non-sparking).
- ⚠️ Galvanic Corrosion: Aluminum and Steel create a battery effect. Solution: Use Rubber/PTFE isolation gaskets; never bolt directly metal-to-metal.
- ⚠️ Fatigue: Promote Friction Stir Welding (FSW) for 90% joint strength retention.
2. Stainless Steel (304/316L)
- Applications: Chemical tankers (316L for acid resistance).
- ⚠️ Intergranular Corrosion: Always choose Low-Carbon grades (304L/316L).
- ⚠️ Pickling: Post-weld acid washing (passivation) is mandatory.
IX. Non-Metal Components: Flooring
1. Composite Materials (FRP/GRP)
Top choice for Reefer Trailers. No thermal bridging.
- Selection Key: The Gel Coat must be UV-Resistant to prevent yellowing. Glass fiber content should be ≥25%.
2. Flooring Materials
| Container Grade Bamboo | China’s Competitive Edge. High strength, water-resistant, and more durable than plywood. Standard thickness: 28-30mm. |
| Hardwood (Apitong) | The standard for US/European markets. Extreme nail-holding power for securing heavy machinery. |
X. Joint Technology: Welding vs. Mechanical
Structural integrity depends 30% on material and 70% on connection technology.
1. Welding Process
| Material | Consumables (AWS) | Critical Process |
|---|---|---|
| HSLA (Q355) | ER70S-6 | Standard MAG welding. |
| High-Tensile (Q700) | ER70-G | Must Preheat 100-150℃! |
| Wear-Resistant | ER50-6 (Base) + ER70-G | Preheat 200℃ + Soft wire base layer. |
| Aluminum (5083) | ER5356 / ER5183 | Indoor welding only (Wind protection). |
| Stainless (304) | ER308L | Must be Pickled & Passivated. |
2. Mechanical Fastening: The Huck Bolt
✅ The Solution for Steel-Aluminum Joints
- Why: Steel and Aluminum cannot be welded together due to different melting points.
- Benefit: Vibration resistance is 5x that of standard nuts/bolts. Permanent locking.
- Anti-Corrosion: Must use Dacromet coated collars.
3. Sealing Process (Waterproofing)
The final defense for keeping cargo dry.
- ❌ Acidic Silicone: Cheap but releases acetic acid, corroding metal and peeling paint.
- ✅ MS Polymer Sealant: The industry standard. Solvent-free, UV resistant (10+ years), and paintable.
XI. Global Standards Comparison Table
| China GB | Europe EN | USA ASTM | Japan JIS | Australia AS/NZS | Note |
|---|---|---|---|---|---|
| Q235B | S235JR | A36 | SS400 | AS3678-250 | Mild Steel |
| Q355B | S355JR | A572 Gr.50 | SM490A | AS3678-350 | HSLA Steel |
| Q700 | S700MC | A514 Gr.B | – | AS3597-700 | High Tensile |
| 5083-H116 | EN AW-5083 | AA 5083 | A5083P | AS2747 | Marine Alum. |
XII. Total Cost of Ownership (TCO) & Recommendations
💡 ROI Case Study
An Aluminum Alloy Box Trailer is 2.2 tons lighter than a steel one. Based on 100,000 km/year, this weight saving translates to significant fuel savings or additional payload revenue. The Payback Period is typically under 6 months.
| Operational Scenario | Chassis Material | Body Material | Tech Requirement |
|---|---|---|---|
| General Cargo | Q355B | Corrugated Steel | Standard Painting |
| Long-Haul Logistics | Q700E | 5083 Aluminum | Huck Bolt Connections |
| Fuel/Hazardous | Q550 | 5083 Aluminum | Anti-static, Air-tightness |
| Mining/Off-Road | Q700E | BST1500 (Hardox) | Pre-heat weld, Chassis Armor |
Material approval gate: MTC, welding procedure and corrosion system must match the route
A semi-trailer buyer should not approve a chassis by steel grade alone. The release package should connect the mill test certificate (MTC), heat-number traceability, plate thickness, main-beam drawing, welding procedure and corrosion-protection system. Q355B and T700 can both be good choices, but the wrong welding heat input, missing reinforcement detail or weak coating process can erase the advantage of a higher-strength steel.
Use public standards as a checklist, then adapt them to your market. ASTM A572/A572M is a common reference for high-strength low-alloy structural steel, ISO 15614-1 covers welding procedure qualification, and the ISO 12944 corrosion-protection system helps frame paint-system decisions. These references do not replace local homologation or engineering drawings, but they give purchasing teams a clear evidence checklist.
Documents to request
- MTC with steel grade, heat number and chemical/mechanical values.
- Plate thickness record for main beam, web, flange and high-stress reinforcements.
- WPS/PQR summary for main beam and gooseneck welds.
- Paint or KTL/powder process record, including surface preparation.
Block approval if found
- Steel certificate cannot be matched to chassis heat numbers.
- High-strength beam uses generic welding without procedure control.
- Reinforcement drawing ignores kingpin, suspension and landing-gear stress zones.
- Local workshop cannot repair the selected material or coating system.
For export fleets, the best material is the one that fits payload, road torsion, overload discipline and repair access. Andes routes, mining roads, port shuttles and West African corridors do not punish the chassis in the same way. A documented approval gate helps the buyer compare suppliers by evidence, not by a single claim such as “T700 chassis” or “high-strength steel.”
Related guides before approving chassis specification
Conclusion: The “Safety-Longevity-ROI” Trinity
Modern semi-trailer sourcing is no longer just about price. Q355 offers the best baseline value, Q700 dominates lightweighting, and Aluminum is essential for specialized ROI. Our Advice: Don’t just buy “Steel”—buy the right steel for your specific terrain.
Need Professional Engineering Support for Trailer Selection?
Get in touch with Kales engineering to simulate stress loads and determine the optimal steel composition for your fleet’s operating routes.
Need help applying this guide?
Share your trailer type, payload, routes, operating climate, and photos with Kales. Our team can review the key points from this guide and recommend a practical specification for your fleet.
- Send photos of your tractor, trailer, or current component layout
- Confirm payload, road conditions, gradients, climate, and duty cycle
- Receive a specification or maintenance recommendation within 24 business hours
Email: jennylee@kalestruck.com | WhatsApp: +86 131 5638 8843 | Request a quote


