A comprehensive evolution of anti-corrosion & environmental compliance. Learn how to distinguish “True Protection” from “Superficial Shine.”
The optimal anti-corrosion system for high-end semi-trailers combines Cathodic Electrodeposition (E-coat) for the chassis to ensure 360° rust prevention in inner cavities, and Electrostatic Powder Coating or Liquid Baking Paint for the upper body to provide UV resistance and zero-VOC environmental compliance. A scientific E-coat system can extend a trailer’s lifespan to over 15 years in harsh environments.
📖 Technical Index (Table of Contents)
Technical basis and scope
How this guide is supported
This article combines Kales production experience with recognized coating references. The process logic follows Kales trailer workflow: steel surface cleaning, Sa 2.5 blasting, electrophoretic KTL/e-coat primer where full immersion is required, and powder or liquid baking topcoat for exposed parts. It is written for export buyers comparing factory quotations, not as a replacement for a project-specific coating specification.
The external technical basis is consistent with ISO 12944 corrosion-protection practice for protective paint systems, ISO 8501-1 visual surface-preparation grades, AMPP/SSPC near-white blast-cleaning practice, and industrial coating guidance from coating manufacturers such as PPG on electrocoat and powder systems. Where a fleet operates in coastal, mining, humid, or salt-exposed routes, the buyer should still define the corrosivity class, target service life, surface-preparation grade, dry-film thickness range, and repair procedure in the purchase contract.
- Use this guide to compare: manual brushing, liquid spray, KTL/e-coat, liquid baking paint, and electrostatic powder coating.
- Ask suppliers to prove: blasting grade, pretreatment process, curing record, DFT inspection, adhesion test, and salt-spray or coating report when required.
- Do not compare only color: a glossy surface can still fail early if the steel profile, primer compatibility, or oven curve is wrong.
I. Introduction: It’s More Than Just “Face Value”
Many people believe that painting a semi-trailer is simply a matter of spraying on a few coats of topcoat.
But in reality, the anti-corrosion system of a modern semi-trailer has evolved from primitive manual brushing to sophisticated industrial processes like Cathodic Electrodeposition (E-coat) + Intermediate Coat + Liquid Baking Paint or Electrostatic Powder Coating. A scientifically engineered paint system allows a high-strength steel chassis to serve safely for 15 years under harsh salt spray, snow-melt chemicals, and mud. Conversely, a low-quality coating can lead to structural rust-through in as little as 3 years.
Against the backdrop of global “Carbon Neutrality” goals and stricter environmental regulations (such as EU REACH), paint is no longer just a cosmetic feature. It is the bottom line of safety, an environmental responsibility, and a core variable in the Total Cost of Ownership (TCO).
II. Comparison of the Top 5 Coating Systems
| Process Type | Principle | VOC Emissions | Utilization | Typical Application |
|---|---|---|---|---|
| Manual Brushing | Hand-applied alkyd paint | High | <30% | Small workshops, non-standard repairs |
| Standard Liquid Spray | Air gun spray (Epoxy/PU) | Med/High | 40–60% | Mainstream chassis beams |
| Cathodic E-coat (E-coat) | Electrical deposition in tank | Very Low | >95% | Full chassis (including inner cavities) |
| Liquid Baking Paint | High-temp cured topcoat | Medium | 50–70% | High-end finish, Cabins |
| Powder Coating | Electrostatic adhesion + Melting | Zero VOC | >98% | Box bodies, Fenders, Toolboxes |
✅ 2025 Industry Trends:
- Chassis: E-coat has become the standard mainstream solution for high-end trailers.
- Upper Body/Accessories: Powder coating is rapidly replacing liquid paint, balancing environmental compliance with physical performance.
III. Deep Dive: E-coat, Liquid Baking & Powder Coating
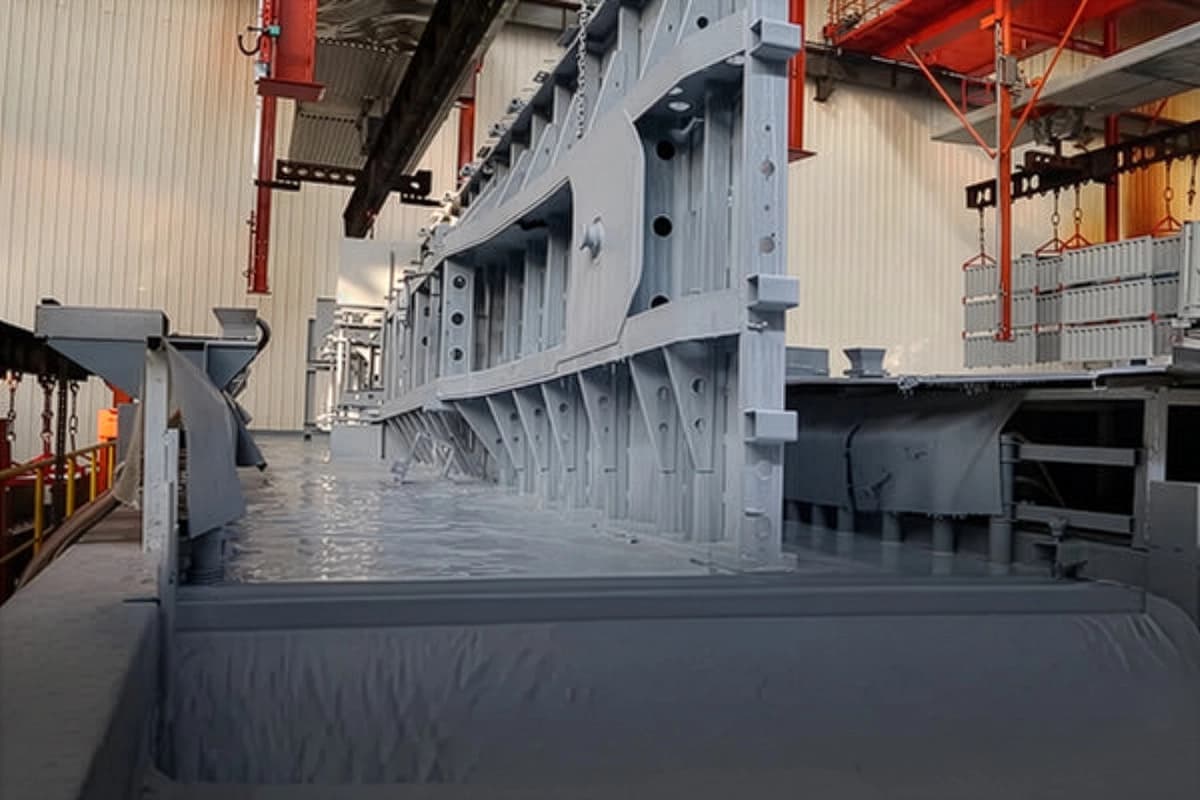
(A) Cathodic Electrodeposition (E-coat)
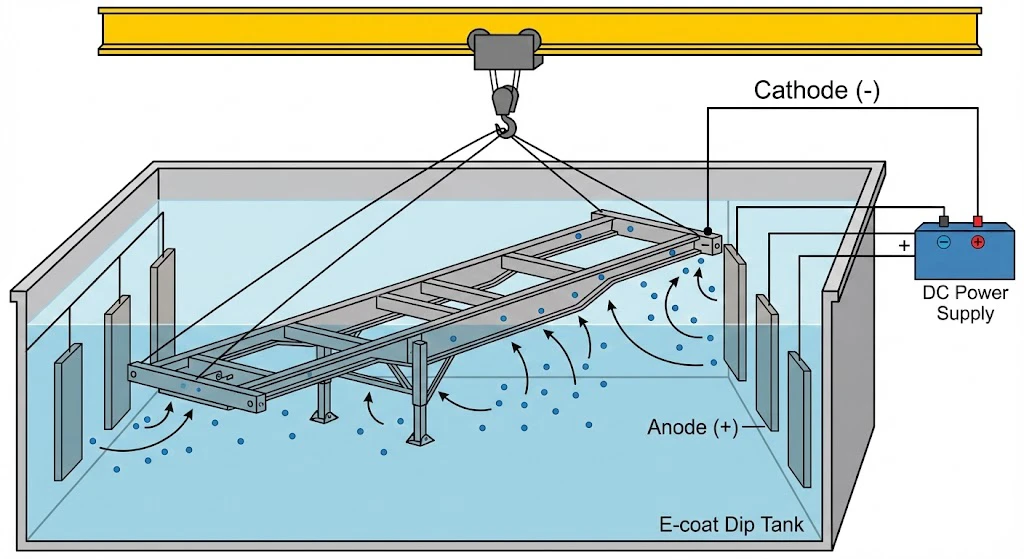
Fig 1: The mechanism of Cathodic Electrodeposition ensuring 360° coverage.
 Full Immersion Cathodic Electrodeposition (E-coat) reaching all inner cavities at Kales facility.
Full Immersion Cathodic Electrodeposition (E-coat) reaching all inner cavities at Kales facility.- Principle: The entire chassis is submerged in an electrified tank. Paint particles are deposited evenly onto the metal surface, reaching inner cavities and weld seams that spray guns miss.
- Advantage: 360° coverage, Adhesion Grade 0 (GB/T 9286), Salt Spray Resistance ≥1000 hours with no red rust.
- ⚠️ Limitations:
- High capital investment; strictly for conductive metals.
- Poor UV Resistance: E-coat (Epoxy resin) chalks when exposed to sunlight. It must be covered with a UV-resistant topcoat for outdoor use.
(B) Liquid Baking Paint (High-Temp Cured)
- Principle: Polyurethane or acrylic resins are cured in baking ovens at 120–140℃, creating a dense cross-linked structure.
- Advantage: High gloss, excellent color retention (no chalking for 5 years), Pencil Hardness ≥H, resistant to minor scratches.
- Best For: High-end export trailers, Reefer units, and Aluminum box exteriors.
(C) Electrostatic Powder Coating
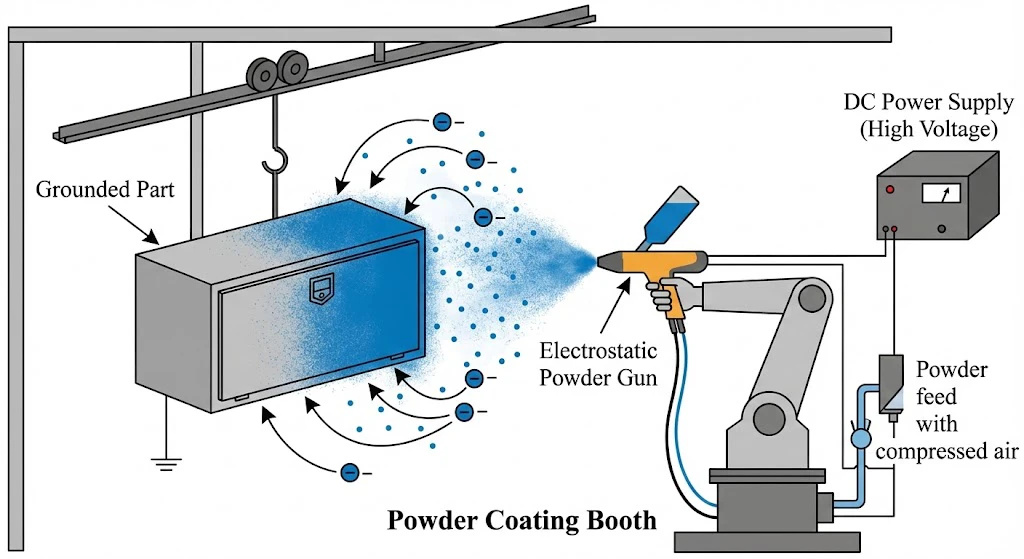
Fig 2: Electrostatic powder coating mechanism principles.

Kales flatbed trailer parts receiving powder coating after e-coat for long-lasting, eco-friendly surface protection.
- Principle: Negatively charged powder is sprayed onto a grounded workpiece, then melted and cured at 180–200℃.
- Core Advantages:
- Zero VOCs: Compliant with strict national and international environmental laws.
- High Efficiency: >98% utilization (overspray is recycled).
- Dense Coating: One-pass application, no sagging (runs), no pinholes from solvent evaporation.
- Mechanical Strength: Impact resistance ≥50 kg·cm, excellent stone-chip resistance.
- ⚠️ Thickness Control: Optimal thickness is 60–100μm.Note: Excessive thickness (>120μm) makes the coating brittle, prone to cracking under impact, and causes severe “orange peel.”
- Resin Types:
- Epoxy: Strong adhesion but poor UV resistance (Inner parts only).
- Polyester (TGIC/HAA): Excellent weatherability, suitable for outdoor visible parts (Box bodies, fenders).
IV. Construction Standards & Acceptance Criteria
(A) Surface Preparation: The Foundation (70% of Quality)
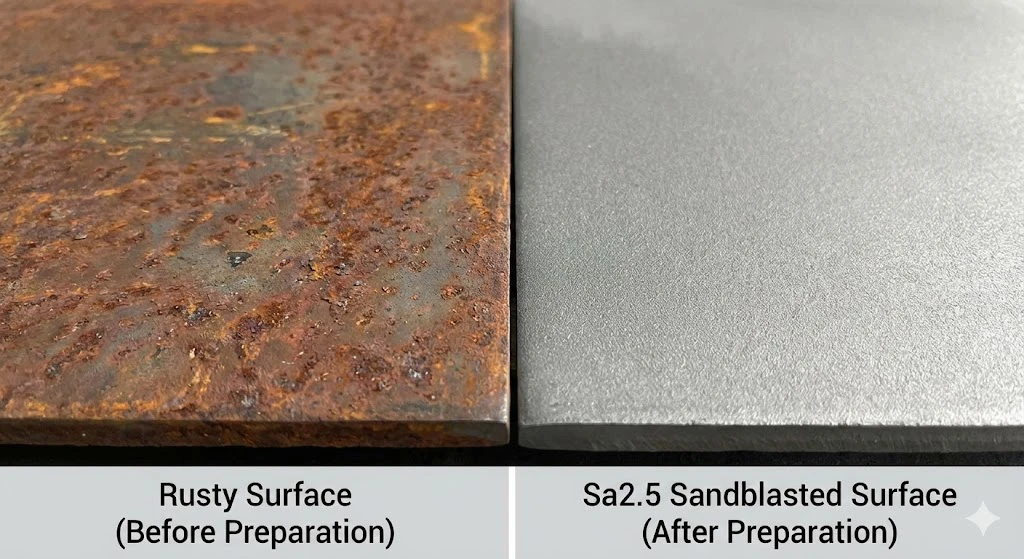
Fig 3: Rusty surface vs. Sa2.5 sandblasted surface (The Kales Standard).
- Manual Brushing: St2 (Visual removal of floating rust) → Not Recommended.
- Standard Spray/Powder: Sa2.5 Sandblasting (GB/T 8923.1). The surface must present a uniform metallic luster with a roughness of Rz=40–70μm (to increase anchor points).
- E-coat: Degreasing → Phosphating → Multi-stage Pure Water Rinsing (Cleanliness ISO 8502-9 Class 2).
- Aluminum Parts: Must undergo Chrome-free conversion (e.g., Zirconium/Silane) or compliant chromating. Simple acid washing or standard phosphating is strictly prohibited.
(B) Thickness Standards (Reference QC/T 934-2013)
| Process | Primer | Intermediate | Topcoat | Total DFT |
|---|---|---|---|---|
| Standard Spray | Epoxy Zinc (60μm) | Epoxy Iron (60μm) | PU (50μm) | ≥170μm |
| E-coat + Baking | E-coat (20-25μm) | Epoxy (40-60μm) | Baking (40-50μm) | ≥110μm |
| Powder Coating | — | — | Polyester (60–100μm) | Single Layer |
💡 Key Insight: Why is “thinner” Powder/E-coat better?
Quality is not just about thickness, but about density and cross-linking degree. High-temperature cured powder or E-coat forms a molecular cross-link density far higher than air-dried liquid paint, effectively blocking water and oxygen penetration even at lower thicknesses.
V. 7 Major Paint Failure Risks (Deep Analysis)
🔴 Risk 1: Poor Surface Prep = Adhesion Loss
Mechanism: 70% of adhesion relies on substrate surface status. Oil, scale, or insufficient roughness prevents anchoring.
Symptoms: Blistering, peeling sheets (especially at welds); Cross-cut test fails (≥ Grade 2); Red rust within 48h of salt spray.
Prevention: Mandate Sa2.5 Sandblasting; Use white gloves to check cleanliness upon delivery.
🔴 Risk 2: Wrong Primer = No Electrochemical Protection
Mechanism: Zinc-rich primers protect steel sacrificially. If zinc content is low (<60%) or cheap iron-red primer is used, electrochemical protection is lost.
Data: Genuine Zinc-rich (≥80%) resists salt spray >500h; Fake Zinc-rich (<40%) rusts in 72h.
Prevention: Contract must state “Dry Film Zinc Content ≥80%” and demand lab reports.
🔴 Risk 3: Improper Curing
Symptoms: Baking paint chalks in 6 months; Powder coating cracks (over-baked) or peels (under-baked); E-coat rusts early due to thinness in cavities.
Prevention: Factories must use Oven Temperature Trackers to verify the curing curve; Powder must be stored dry (<60% humidity).
🔴 Risk 4: Incompatible Coating System
- Typical Error A: E-coat primer + Topcoat without sanding/intermediate coat. Result: Topcoat peels off the slick E-coat.
- Typical Error B: Aluminum + Zinc-rich primer. Result: Major Mistake! Zinc cannot protect aluminum and causes a saponification reaction, leading to total detachment.
Solution: Use Epoxy Iron Cloud intermediate coats (wet-on-wet) for steel; Specialized Epoxy primer or direct Polyester powder for aluminum.
🔴 Risk 5: Design “Dead Zones”
Problem: Closed beams without drain holes (water accumulation); Gaps between cross members (capillary action).
Prevention: Drill Φ8–10mm drain holes in closed beams; E-coat solves cavity issues; Standard trailers need internal cavity wax.
🔴 Risk 6: Severe Environment
Problem: Northern regions (snow melt agents), Coastal (salt spray), Mining (acidic dust).
Recommendation: Mandatory E-coat + High DFT (≥160μm). Regular chassis washing.
🔴 Risk 7: Improper Use & Maintenance
Mistake: Using high-pressure water guns directly flushing weld seams. Ignoring scratches.
Correct Practice:
- Use low-pressure water and neutral detergents (pH 6-8) for chassis cleaning. Avoid strong acids/alkalis that destroy the paint’s cross-linked structure.
- Crucial: Small area scratches must be spot-repaired immediately using zinc-rich touch-up paint to prevent rust spread.
- Perform annual inspections of key stress points.
VI. Material-Specific Recommendations
| Material | Recommended Process | TABOO (Do Not Do) |
|---|---|---|
| Carbon Steel (Q355/Q700) | E-coat + Liquid Baking (Chassis) Powder Coating (External Parts) |
Avoid acid wash instead of sandblasting. |
| Aluminum Alloy | Chrome-free Prep + Polyester Powder OR Zirconium + Specialized Paint |
Strictly No Zinc-rich primers. No direct E-coat (requires special process). |
| Stainless Steel | Usually unpainted. If needed: Adhesion Promoter + Topcoat. |
Avoid sanding that destroys the dense passive film. |
VII. Lifespan & ROI Analysis (Real Data)
| System | 5-Year Status | 10-Year Status | Est. Life |
|---|---|---|---|
| Manual Alkyd | Major Rust | Structure Loss >30% | ≤6 Years |
| Standard Spray | Local Floating Rust | Weld Corrosion | 10–12 Years |
| E-coat + Baking | Almost No Rust | Minor Topcoat Aging | 15–18 Years |
| Powder Coating | No Fading/Peeling | Intact | 12–15 Years |
In 2018, a mining fleet in Zambia purchased 50 trailers with the Kales E-coat chassis system. After 5 years of operation in a highly acidic mining dust environment, the structural rust rate was less than 2%. This saved the customer approximately $45,000 in secondary sandblasting and repainting costs.E-coat + Baking paint may cost $1,200–$1,800 more per trailer initially compared to standard spray, but it extends service life by 5+ years and significantly increases resale value.
Export buyer note: Africa, mining and port corridors
For African fleets, paint failure usually starts at welds, cross-member joints, landing gear brackets, rear bumpers, mudguard supports, and the underside of the main beam. These areas receive stone impact, mud retention and repeated washing. A buyer should therefore inspect the hidden zones, not only the outside side rail.
If the trailer will operate near ports, mines, fertilizer cargo, wet clay or salted roads, specify the coating system before price negotiation. The lower quotation may simply remove blasting time, reduce primer quality or skip cavity protection. Those savings are small compared with frame repair, downtime and resale-value loss.
VIII. Buyer’s Checklist: “Four Looks, One Ask”
- Look at the Inner Cavity: Is it a uniform gray/black? (Sign of E-coat; spray guns can’t reach here).
- Look at Box/Parts Coating: Is the edge wrapping complete and thick? (Sign of Powder Coating).
- Check Hardness: Scratch lightly with a key. No mark? = Baked/Powder. Deep white scratch? = Air-dried paint.
- Check Welds & Edges: Is there full coverage? Manual paint often leaves “shadow zones.”
- ASK DIRECTLY:
- “Is the chassis fully immersion E-coated?”
- “Is the aluminum pre-treatment Chrome-free?”
- “Is powder thickness controlled under 100μm?”
Conclusion: Paint is the “Invisible Brand” of Quality
Today’s semi-trailer painting has gone far beyond aesthetics. E-coat protects the chassis safety line, Baking Paint offers high-end texture, and Powder Coating delivers green durability.
Choosing the right paint isn’t about finding the “most expensive” option, but matching the system to your operating environment. A highway logistics van requires a different strategy than a mining dump trailer.
At Kales Vehicle, we adhere to a “Customized for Application” philosophy:
- ✅ No Blind Upgrades: Precise powder thickness control avoids brittleness.
- ✅ Scientific Protection: We prevent rookie mistakes like using zinc primer on aluminum.
- ✅ Transparent Delivery: From material selection to thickness reports, complete transparency.
“Check the paint before you buy the truck. Good paint is worth its weight in gold.”
With the same steel quality, a scientific anti-corrosion system—Chassis E-coat, Body Powder, Scientific Prep—is what defines a truly high-end semi-trailer.
Coating acceptance gate: surface, DFT, edges and repair method must be checked together
A semi-trailer paint system should be accepted by evidence, not by gloss. The buyer should check four layers of proof: surface preparation before primer, dry-film thickness (DFT), edge and weld coverage, and the repair method for transport damage. This is critical for export trailers because corrosion usually starts at brackets, weld toes, beam undersides, bolt holes, landing gear mounts and areas hit by stones or road salt.
The inspection logic can be anchored to public standards. ISO 8501-1 defines visual cleanliness grades for steel surface preparation, ISO 12944-1 frames corrosion protection of steel structures by protective paint systems, and ISO 2808 covers paint film-thickness determination. These references do not replace the supplier’s coating specification, but they give the purchasing team a clear acceptance language.
Documents to request
- Surface-preparation report or photos before primer.
- Coating system sheet: primer, KTL/e-coat, powder or liquid topcoat.
- DFT readings on main beams, cross members, brackets and repaired zones.
- Oven curve or curing record for baked paint or powder coating.
Block acceptance if found
- No proof of Sa 2.5 or equivalent blast-cleaning before coating.
- Thin DFT on edges, welds, brackets or beam undersides.
- KTL/e-coat exposed outdoors without UV-resistant topcoat.
- Touch-up paint applied over dust, oil, rust or transport scratches.
For African ports, mining roads, humid coastal areas and long inland corridors, the coating system must be selected around the failure mode. Mud and stone impact need edge coverage and repair discipline; coastal humidity needs stronger corrosion categories; and mining fleets need easy inspection after each maintenance cycle. A documented acceptance gate gives the buyer a repeatable way to compare suppliers beyond a shiny finished surface.
Appendix: 2026 Coating Selection Guide (Kales Logic)
| Customer Need | Recommended Solution | Kales Service Feature |
|---|---|---|
| Economy Logistics (Short haul/Inland) | Sa2.5 Sandblast + Epoxy Zinc + PU (DFT≥160μm) | Strict material standards, refusing “shiny surface” traps. |
| Efficient Long-Haul / Cold Chain | Full Chassis E-coat + Intermediate + Baking Paint | Provides coating test reports, supports 3rd party inspection. |
| Environmental Priority / Export | Chassis E-coat + Body Powder Coating | Zero VOC process, meets international certifications. |
| Aluminum Upper Body Users | Chrome-free Prep + Polyester Powder | Specialized prep + Weather-resistant formula to avoid galvanic/saponification issues. |
Don’t Let Bad Paint Eat Your Profits
Tell us about your fleet’s operating environment. Kales engineers will customize the optimal anti-corrosion system and provide a precise quote within 2 hours.
* Free consultation. Factory direct pricing. No middlemen.
Need help applying this guide?
Share your trailer type, payload, routes, operating climate, and photos with Kales. Our team can review the key points from this guide and recommend a practical specification for your fleet.
- Send photos of your tractor, trailer, or current component layout
- Confirm payload, road conditions, gradients, climate, and duty cycle
- Receive a specification or maintenance recommendation within 24 business hours
Email: jennylee@kalestruck.com | WhatsApp: +86 131 5638 8843 | Request a quote


